






THE HISTORY OF FIRE PROTECTION THE HISTORY OF IN COLD STORAGE FACILITIES
By David LeBlanc
Editor’s Note
The technical paper, “The History of Fire Protection in Cold Storage Facilities” that appears in this section, is a summary of an IIAR workshop presented at the 2013 IIAR Industrial Conference and Exhibition, held in Colorado Springs, Colorado, March 17-20, 2013.
The purpose of this paper is to give an overview of fire protection in cold storage facilities by providing a detailed picture of the research and testing that has been carried out to describe such systems.
Cold storage facilities present unique environmental and operational challenges when it comes to fire protection, and systems used in non-cold storage warehousing applications may not be adequate measures of fire protection, according to the paper.
Conventional fire protection methods using in-rack sprinklers or long water delivery delays, for example, don’t take into account the unique needs of a cold storage facility.
And in some places, certain devices can lead to damage, while the resulting system impairment can lead to a high maintenance price tag in the long term.
Nevertheless, until only a few years ago, the performance of conventional fire protection systems were not studied or tested extensively enough in the context of a refrigerated or frozen warehouse environment to yield the necessary information about appropriate design and installation.
That’s a challenge fire protection engineering expert David LeBlanc set out to answer with testing and research.
The result of that testing, summarized by the paper printed in the following pages, demonstrates why the historical application of fire protection to warehousing is not the most effective application in cold storage environments.
The paper also illustrates the ways in which systems that have been designed to meet the unique challenges of these types of environments can achieve the objectives of providing greater fire protection while also addressing risks that can lead to operational issues down the road.
David LeBlanc is the Director of Innovation and New Ventures for Tyco Fire Protection Products. He holds a master’s degree in fire protection engineering and has specialized in solving fire protection problems in storage facilities for over 15 years. LeBlanc’s research on the issue of fire protection in the unique cold storage environment is ongoing, and has become an area of focus for Tyco Fire Protection Products.
The protection of industrial cold storage warehouses is one of the most difficult challenges facing the fire protection professional.
With facilities that can exceed 500,000 ft2 and storage heights surpassing 40 ft, these structures represent severe fire protection problems even before considering the difficulty associated with the -30 °F temperatures that can be found in these areas. To further compound the problem, greater use of plastics in product packaging have pushed typical commodity classification for these facilities from Class II to Class III. Recently, new advances in fire suppression technology are allowing the application of highly engineered pre-action systems to permit the elimination of problematic in-rack sprinklers in these facilities Additionally, the method used to achieve this performance allows significant flexibility in the design of this system through the application of performance based design methods, allowing sprinkler systems to be truly engineered to meet performance objectives.
The default fire protection for cold storage remains double interlock pre-action control mode sprinklers, with in-rack sprinklers typically required when ceiling heights exceed certain thresholds. Fire detection is normally accomplished using conventional smoke or heat detectors, Linear Heat Detection (LHD) wire, or in some cases, aspirating smoke detectors. This approach has historically provided adequate fire suppression capabilities when the systems were properly maintained, but unfortunately keeping the systems functional has proven to be both time consuming and expensive due to the propensity for damage to the in-rack system components.
To fully understand the optimum fire protection requirements for unique facilities such as high bay cold storage facilities, it is important to first understand the basis from which current prescriptive requirements were derived.
COMMODITY CLASSIFICATION
One of the key criteria for determining appropriate storage protection is the proper commodity classifi cation of stored material. Stored commodity can generally be categorized into one of the following groups listed in order of potential fire severity:
Class 1 – Non-combustible product that is:
- Placed directly on wooden pallets OR
- Placed in single layer corrugated cartons with or without pallets OR
- shrink or paper wrapped as a unit with or without pallets
Class 2 – Non-combustible product that is
- In slatted wooden crates or solid wood boxes OR
- In multiply layered corrugated cartons OR
- Equivalent combustible packaging material
Class 3 – A combustible product fashioned from
- Wood, paper or natural fibers,
- Group C Plastics (charring plastics such as PVC)
- No more than 5% by weight or volume
Group A or B plastics Class 4 – a combustible product constructed totally of Group B plastics (i.e. Nylon)
- Contained within itself or it’s packaging by 5% to 15% by weight or 5% to 25% by volume of Group A plastics
- Group A Plastics (i.e. unexpanded polystyrene)
- Exposed, Expanded Plastics (i.e. expanded polystyrene otherwise not contained)
To enable repeatable full-scale fire testing and allow comparison of results between tests, specifically defined laboratory commodity has been developed to represent each of these commodity classes.
BASIS OF NFPA 13 STORAGE REQUIREMENTS
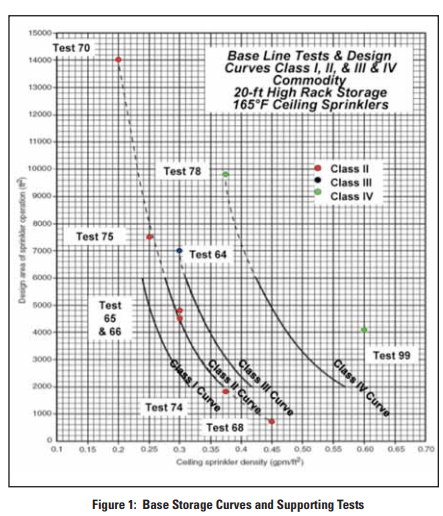
The modern storage fire protection requirements were developed by conducting a series of full-scale fi re tests in the late 1960’s and early 1970’s to develop standard water density base storage curves for 20 ft of storage under a 30 ft ceiling. The majority of these tests were performed for Class II commodity, with other commodities assumed to have curves parallel to the class II curve. Figure 1 demonstrates the base storage curves overlaid with the test points used to generate those curves.
One representative test used to develop the base curve was a wet system test of 20 ft of commodity under a 30 ft ceiling with ceiling only protection at a design density of 0.3 gpm/ft2 resulted in a sprinkler operating area of 4500 to 4700 ft2 , complete consumption of about 22% of a storage commodity, and isle jump to both the north and south target array. Figure 2 demonstrates the approximate damage limits for one of the tests conducted. These base curves still exist in NFPA 13 today, noting that no safety factor was applied in the translation of the full-scale fire test results to the area-density curves found in the standard.
This initial test series was extended to develop installation criteria for in-rack sprinklers. A total of 18 tests were conducted to evaluate in-rack sprinklers to protect Class II commodity. Of these 18 tests, 15 evaluated the use of in-rack sprinklers for storage heights less than 30 ft. 3 of the tests evaluated storage heights of 30 ft. All three tests included a ceiling density of 0.3 gpm/ft2 , in rack spacing between 8 and 12 ft, and between 2 and 5 levels of in-rack sprinkler. The total number of sprinklers operated in these tests ranged from a minimum of 26 to a maximum of 44, with the total number of in-rack sprinklers operated ranging from a minimum of 9 to a maximum of 14. The impact of water delivery delay due to the use of dry systems was not evaluated as part of this program.
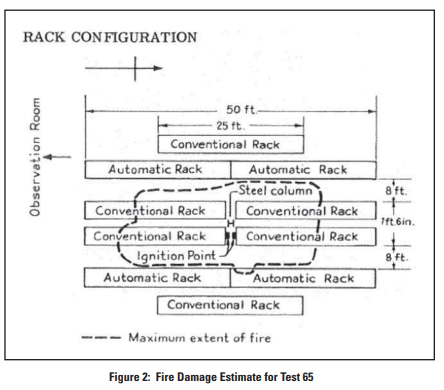
Figure 3 demonstrates the in-rack sprinkler layout, and the typical damage extents for the series of 30 ft class II fire tests.
The majority of rack storage testing of in-rack sprinklers is limited to the evaluation of wet pipe sprinkler systems. Available test records indicate that only one test has been conducted which attempts to evaluate the use of dry systems in combination with in-rack sprinklers. The test was conducted at Factory Mutual on May 11, 1981 under the following parameters:
- 20 ft of Class II Commodity under a 30 ft ceiling
- 160F, 5.6K Ceiling Sprinklers installed on 10 ft x 10 ft spacing
- Ceiling sprinklers discharge density of 0.3 gpm/ft2
- 5.6K 165F in rack sprinklers installed in the longitudinal flue above the second tier of storage on 12 ft centers
- In rack discharge density of 22 gpm
- Water delivery delay of 59 seconds
This test resulted in the operation of 2 in-rack and 92 ceiling sprinklers and a total measured water flow of 2850 gpm.
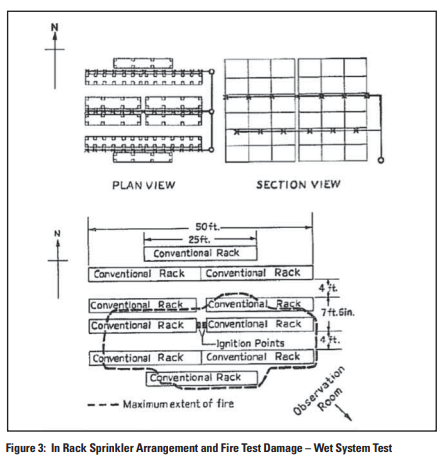
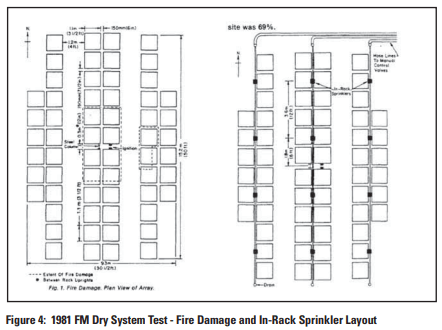
Figure 4 demonstrates the in-rack sprinkler layout and the extent of damage. Figure 4: 1981 FM Dry System Test – Fire Damage and In-Rack Sprinkler Layout
The 1999 edition of NFPA 13 would permit a 60 second water delivery delay to operated sprinklers. During testing of 40 ft of Class III storage under a 45 ft ceiling at Underwriters Laboratories, a 60-second water delivery delay resulted in the operation of all 100 standard response, high temperature, sprinklers installed in the large scale test ceiling.
Under ideal circumstances, test data designed to specifically evaluate the protection of 40 ft of Class II commodity, protected in accordance with the 1999 edition of NFPA 13 using a 0.3 gpm/ft2 ceiling density and two levels of inrack sprinklers and employing a 60 seconds water delivery delay would be available. As this testing has not been conducted, estimates of performance can only be based upon the data presented above, which demonstrates that the likelihood of such a system to provide adequate protection is low.
NFPA standards are intended to provide the minimum level of acceptable performance; however in many cases it is appropriate to exceed these minimum requirements to achieve specific property loss, business interruption, or life safety objectives.
DEVELOPMENT OF SYSTEMS SPECIFICALLY FOR COLD STORAGE OCCUPANCIES
The limited testing data available brings into question the effectiveness of in-rack sprinklers in large, dry pipe systems such as those historically found in high bay cold storage facilities. Further, while the trouble associated with damage to in-rack sprinklers in all storage environments is commonly understood, this problem is greatly magnified in the cold storage environment. A tumbling carton or careless pallet retrieval can result in near simultaneous damage to both an in-rack sprinkler and nearby LHD wire, resulting in a flooded (and rapidly freezing) cold storage area. As it is usually impossible to “thaw out” such a large facility, remediation of a flooded sprinkler system requires complete disassembly of all piping, removal to a heated area for thawing, and then reassembly. Adding to the expense of this process is the need for all work to be conducted in a fully refrigerated and operating cold storage warehouse.
Believing that a better solution was possible, Manufacturers undertook an extensive review of cold storage fire suppression requirements including fi re performance, cost and dependability. As part of this program, Tyco Fire Protection Products initiated a series of experiments and analysis to determine how to best provide ceiling-only fire protection using dry systems for these types of facilities. The end result of this program is better technology specifically tailored to meet the unique needs of the cold storage industry.
BASIS OF CONTEMPORARY COLD STORAGE FIRE PROTECTION SYSTEMS
Modern cold storage fire protection systems designed and installed in accordance manufacturer’s guidance provide a level of performance signifi cantly exceeding the minimum performance required by NFPA 13 compliant systems. Unlike traditional sprinkler technology, these systems have been designed and tested specifi cally as a dry system. As a result, more stringent criteria, such as a maximum water delivery delay of 25 seconds and water volume requirements nearly 3 times greater than code compliant systems have been imposed specifically to address the challenges of double interlock Preaction (dry pipe) protection of rack storage. Additionally, high quality devices have been integrated into the system component package to ensure that the performance of the system does not degrade as systems age. For example, all components required for the implementation of a Tyco Quell™ system have been evaluated and tested by Tyco engineers to eliminate potential pitfalls and performance variations resulting from contractor selection and integration of devices which have not been evaluated for compatibility.

To ensure maximum flexibility, full scale fi re-testing used to develop cold storage criteria is generally performed using either Class III or Group A plastic test commodity. Figure 5 demonstrates the standard class III commodity configuration. Standard class III commodity is characterized by a very high ratio of surface area to density, which promotes extremely fast flame spread. The paper cups in individual compartments are ideal for promoting fi re spread into the core of the commodity consistent with a cartooned combustible commodity.
To compare to previous test results, in one representative test the first water arrived at the sprinklers 26 seconds after the first sprinkler operation, 20 psi was reached 35 seconds after the first operation, and full pressure was achieved 57 seconds after first sprinkler operation. A total of 28 sprinklers operated during the test.
In a second test, water arrived at the open sprinklers 11 seconds after first sprinkler operation, and the full design pressure of 30 psi was achieved 15 seconds after the first sprinkler operation. A total of 25 sprinklers operated during the test.
In both tests, fire damage was limited to the center two bays of the main array and the north target array. Peak temperatures of steel angle attached to the ceiling directly over the ignition location was 426 °F and 311 °F for the first and second tests, respectively.
Based on full scale fire testing such as these, modern protection for cold storage occupancies generally are comparable to the following two examples:
40 ft. of Class II Commodity under a 48 ft. Ceiling
- 25 second maximum water delivery time to the pneumatically most remote area
- 8 second minimum water delivery time to the pneumatically least remote area
- 25 head hydraulic design calculated as 5 heads on 5 branch lines
- design discharge density of 0.92gpm/ft2
40 ft. of Class III Commodity under a 48 ft. Ceiling
- 25 second maximum water delivery time to the pneumatically most remote area
- 8 second minimum water delivery time to the pneumatically least remote area
- 30head hydraulic design calculated as 5 heads on 6 branch lines
- design discharge density of 0.92gpm/ft2
These criteria provide a system with greater performance than a system complying with the 1999 requirements of NFPA 13 employing in-rack sprinklers as substantiated by the underlying test data.
Several alternative protection technologies have been attempted in an effort to further simplify these systems, mostly relying upon antifreeze agents in conjunction with ESFR sprinklers. The success of this approach has been limited due a variety of issues including difficulty in making leak tight joints, corrosion problems, cost of antifreeze solution, and the potential for increased fire growth during the antifreeze discharge period when propylene glycol based agents are employed. These alternative approaches have ultimately proven to be only a slight improvement over the in-rack problem they were designed to solve.
Modern cold storage fire protection methods and technologies have significantly improved the performance and dependability of these systems, while also addressing the challenges associated with historical techniques. However, with cold storage facilities getting taller, larger, and employing automated storage and retrieval systems resulting in greater storage densities, there will continue to be a need for further innovation to ensure that buildings meet life safety, property protection and business interruption objectives without negatively impacting facility operations.




