Technical Paper #10
Understanding Water Treatment Performance
Author: James Booth, Technical Sales Director, Sustainachem
Abstract
This presentation will focus on the basic understanding of water treatment and the involvement of industry that is required to extend the life of the equipment. In order to properly protect the asset from a water treatment perspective, industry needs to be more involved and educated. This presentation will help give the audience a better understanding of the current state of the industry, the need for direct involvement in their water treatment and the understanding needed to have that involvement. From Corrosion, Scale and microbiological growth to proper testing that can help the sites know if they have a problem. This information, along with, photos and real-life examples of the costs associated with poor water treatment performance will help the audience know what they need to change at their facility to better protect their asset.
Introduction
Ammonia condensers are a critical piece of the refrigeration system. The life of these systems continues to decline due to manufacturing and operational issues. This paper will focus on the operational challenges and more specifically the water treatment performance. Water treatment performance continues to decline leading to reduction in asset life. The reason is the lack of education of the supplier and end user. This lack of education has led to acceptance of poor performance. This paper will give a better understanding of performance in water treatment. There are three areas of concern that impact condenser performance. These three areas are corrosion, scale formation and microbiological growth. This paper will focus on corrosion and scale formation and how to recognize these issues before they lead to reduction in asset life.
Understanding Corrosion & Scale
In industry, there is a lack of understanding of how water treatment impacts the performance of the ammonia condenser. In order to identify and prevent corrosion and scale, it is critical that there is first a basic understanding of how these two issues occur and the impacts on the asset.
Corrosion
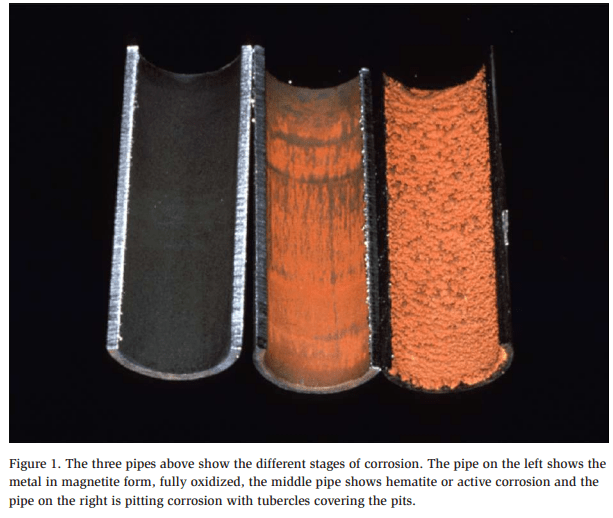
Corrosion is simply the oxidation of metal. No matter what metallurgy is being used, the risk of corrosion or oxidation is present. The reason is that all metals want to get to their stable form. For iron, this is magnetite. When iron is pulled from the ground, it is stable as it is fully oxidized as magnetite. The iron is then melted and made into usable material. The metal in this state is not oxidized and thus not stable. When this metal is put into service, the potential for corrosion arises. In order for corrosion to occur, an anode, cathode and electrolyte must be present. Just like a battery, electrons flow from the anode to the cathode through the electrolyte. As this process occurs, ions of the metal are released into the water. There are two types of corrosion that are common in condenser systems. These are general corrosion and pitting. Figure 1 shows a visual of these different types of corrosion. General corrosion is a consistent corrosion over the entire surface. Pitting is where the corrosion occurs in a localized spot and the metal is removed from a small location. Pitting is much more aggressive than general corrosion. Pitting is also much more common in ammonia condensers. This is due to the galvanized coating that is on the carbon steel of the condenser. This galvanized coating, if not passivated properly, will quickly lead to corrosion or oxidation of the zinc ion in the galvanized coating. This will show up as a white material, zinc oxide. This zinc oxide once formed has left the carbon steel exposed under the white rust. This leads to galvanic attack and accelerated corrosion of the carbon steel in these localized spots. The carbon steel will turn from the nice clean white color to orange as corrosion is occurring and forming an intermediate, hematite. This hematite is the process of the iron trying to return to the stable form. Unfortunately, the hematite will not convert to magnetite until the pitting is stopped without some treatment to force this change in reaction. As the hematite continues, eventually it will run out of metal ions and failure will occur in that location.
Scale Formation
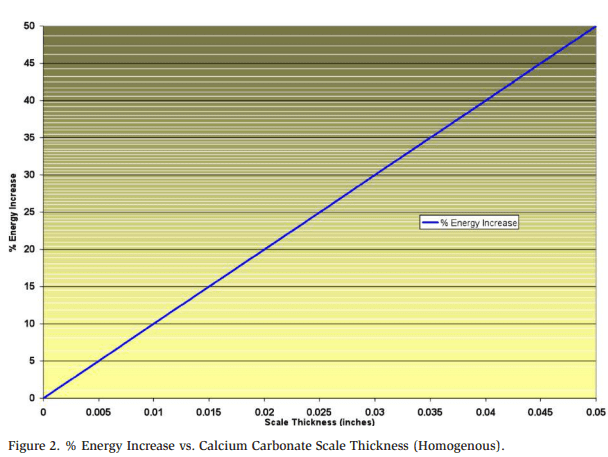
Scale formation is also a major concern in ammonia condensers. Scale formation is due to precipitation of ions. Depending on the water source, there are a variety of deposits that can form. The most common is calcium carbonate and calcium phosphate. Calcium carbonate is hard tenacious scale that forms on the coil and walls in the system. Calcium carbonate is an insulator so when it forms on the surface of the coil, it reduces heat transfer. Figure 2 shows the increase in energy required compared to the thickness of the calcium carbonate scale. Calcium phosphate is a soft deposit that typically fouls systems and ends up settling out in the basin or in some instances heat exchangers. Calcium and magnesium are hardness salts. These two ions are inversely soluble with temperature. Thus as the temperature of the water increases the less soluble the calcium and magnesium become. This in combination with high concentrations of calcium will lead to precipitation. In ammonia condensers, systems are cycled to reduce water and chemical usage. Cycling of the system is simply the concentrating of the ions from the makeup water. As water goes over the coil, some is evaporated. Only pure water evaporates. The remaining water still has the original number of ions and thus begins to cycle as new water is added. When the water in the system reaches 2x the makeup water it is then said to be at 2 cycles of concentration. This continues to climb until an equilibrium is hit or a blowdown control is set to limit the levels. As the calcium levels continue to cycle, they will reach solubility limits and thus begin to precipitate.
Identification
It is important to have a foundation of how and why corrosion and scale form, but it is even more important to know when it is occurring. In industry, this is where most of the sites struggle. The supplier may not know, and the end user is at the mercy of their supplier to know if the system looks like it should. Unfortunately, lack of knowledge leads to premature failure of equipment.
Corrosion
Corrosion will lead to failure of the equipment and shortened life of the asset. It is critical that corrosion be identified as soon as it starts. Unfortunately, this almost never occurs as the supplier does not even know how to determine when it starts. Thus, corrosion is identified when it is visible on the surfaces. The visual inspection may not occur for 6 or 12 months. This means that the damage has gone on for that period of time. As corrosion begins, it starts at a microscopic level and thus is not visible for some time after it starts. Depending on the water, if a new piece of pipe is placed in a bucket of water, hematite or red rust will not show up for a few days even though corrosion began within the first hour of the pipe being in the water. A simple Fe2+ test would have shown the corrosion at the ppb level. Similarly, a new condenser will also show zinc ion very quickly when started up if oxidation of the zinc is occurring. Once the white rust is visible, iron will start to show up in the water. The iron will visually show up as the white rust will turn brown and then orange. The iron ion Fe2+ is being captured by the zinc oxide and discoloration occurs. This iron is being removed under the white rust from the carbon steel and will lead to failure. In order to identify issues more quickly, onsite testing of the water should be conducted. When zinc or iron show up in the water, adjustments to the chemistry should be made to stop the corrosion before it continues. If the proper adjustment is made, the iron and zinc will go to zero and the corrosion will not be visible, it may show up over time, but this will extend the asset life.
Scale Formation
Depending on the makeup water at the site, it is possible that other ions may be of concern for precipitation. Calcium is most common and thus the focus of discussion. Deposition of ions on the coil or walls of the basin is typically found from visual inspection or high head pressures. As with corrosion, this can be several months after the issue starts. If the condenser is not over sized, the head pressure will start to climb. The problem with scale formation is that it typically is not a fast process, unless the treatment is very poor. The slow process may make it less obvious that the head pressure is climbing until it reaches an elevated rate. It is more likely that the scale will be visually seen during inspection. Even though almost all service technicians run calcium hardness tests on the makeup and the condenser water, few know what information this provides. Most reports will show a limit on calcium and a comment about how the calcium is in the acceptable range. This is a direct indication that the technician does not know what the calcium data is telling them. Calcium is just like any other ion in the water. It cycles as evaporation occurs and thus a simple balance can show if calcium is precipitating or if scale is being removed from a system. The calcium cycles can be compared to the cycles of concentration to determine this information. If calcium is cycled higher than the inert ions, then calcium is being redissolved or scale is being removed. If calcium is cycled lower than inert ions, then scale is forming. Further evaluation can determine if calcium carbonate is being formed or calcium phosphate. Typically water treatment chemicals have phosphates so the technician would have to cycle the phosphate based on the chemical concentration to determine if calcium phosphate was forming. Carbonate is very easy as alkalinity is the measure of carbon dioxide in the water. If carbonate is removed from the system, the alkalinity will increase. This will identify if scale is forming or being removed from the system. Then appropriate adjustments need to be made to either stop the scale formation or to maintain removal or proper balance.
Conclusion
The proper water treatment of condensers is key to extending the asset life. This can be achieved with more involvement and understanding by the end user. The lack of understanding leads to issues being unresolved and failure or loss of efficiency. A few simple tests can help each site know when corrosion or scale is forming. Once it is identified, the water treatment supplier can do their part and make the appropriate adjustment to stop the issue before visual damage has occurred. If the proper adjustments are made, a condenser should last 20+ years.