Low Recirculation Rate Eva
Jeff Welch, Welch Engineering Corporation
Fin coil evaporators with enhanced internal tube surfaces allow for optimum performance with a minimal overfeed rate. Reducing the overfeed rate requires less pumping power and smaller line sizes to the evaporator. Additionally, less compressor power is required for the same refrigeration capacity because the wet suction line pressure drop is reduced. Lower compressor power results in substantial electrical power savings over the life of the facility. With internal tube enhancement, topfed evaporators can perform as well as bottom-fed evaporators while using a reduced refrigerant charge during full and part load operation.
DESIGN HISTORY
Forced-air, tube, and fin evaporators have been used to refrigerate air for more than 75 years. In the 1960s, several papers documented the performance advantages of pumping ammonia through tubes with an excess amount of liquid, and pumped overfeed evaporators have been the popular choice for industrial ammonia refrigeration systems ever since.Due to the high latent heat of ammonia, the quantity of liquid that enters an evaporator tube is very small, often occupying less than 2% of the cross-sectional area of the tube. For efficient heat transfer to result in optimum performance, excess liquid ammonia is pumped into the evaporator tube. This excess liquid “sloshes” around the inside perimeter of the tube ensuring a liquid ammonia film coats the inside of the tube to absorb large amounts of heat. If not for this excess liquid, more areas of the inside of the tube would dry, greatly diminishing the performance of the evaporator.
Tube and fin evaporators are generally multiple tubes high, and of a set length, to establish the face area of the evaporator. Typically, 6 to 12 rows of tubes are in the direction of airflow. Determining which of these tubes are in series and which of these tubes are in parallel relative to the ammonia flow, defined as circuiting, is the job of the evaporator designer. Two competing factors must be balanced in any circuiting choice. A longer circuit has more surface area so it will absorb more heat and vaporize more ammonia, creating a higher velocity within the tube. Higher velocity vapor is more turbulent, which distributes the liquid ammonia via agitation against the full inner perimeter of the tube wall. A shorter circuit has less surface area and does not absorb as much heat or vaporize as much ammonia, resulting in less turbulence and ammonia liquid that settles along the bottom the tube. This leaves the upper portions of the inner tube perimeter dry, so no high heat transfer rate due to boiling can occur, and greatly reduces the evaporator performance.
However, the design factor to balance against velocity and turbulence is pressure drop. If the saturated suction temperature at the outlet of the circuit is -25°F, a 1.0 psi internal circuit pressure drop will result in a saturated evaporating temperature of -23°F at the entrance of the circuit. This is an 11% loss of log mean temperature difference with -15°F air on temperature. Bear in mind that temperature difference drives heat transfer.
Two factors, velocity and mass flow, primarily drive pressure drop within the circuit. Pressure drop is roughly proportional to the velocity squared. Therefore, in light of the previously described temperature penalties, pressure drop within the circuit must be great enough to establish turbulent flow, but not in excess of that. Circuit designers target a lower velocity with less pressure drop by adjusting circuit length or limiting the amount of excess liquid, referred to as overfeed or recirculation rate. Recirculation rate is defined as the total mass flow into the circuit or evaporator relative to the evaporated mass flow. As an example, three times the evaporation rate entering the evaporator is expressed as 3:1 recirculation rate.
Contemporary evaporator designs typically call for 4:1 or 3:1 recirculation rates at the higher temperatures (40°F to 0°F) and favor 3:1 or 2.5:1 at the lower temperatures (-20°F to -45°F). The pressure/ temperature relationship of ammonia at the lower temperatures discourages higher pressure drops within the circuit due to the large effect on the evaporating temperature.
In addition to wetting the inside perimeter of the tube, the thermal conductivity of the tube and fin material must be considered. For many years, ammonia evaporators were constructed of carbon steel and hot dip galvanized after assembly, or they were aluminum tubes expanded into aluminum fins. In both instances the fins and the tubes have the same thermal conductivity. Heat transfer occurs equally along the perimeter of the tube and from the surrounding fin. Carbon steel has a thermal conductivity of 21 Btu/hr ft °F and that of aluminum is 118 Btu/hr ft °F.
DESIGN EVOLUTION
Within the last decade, stainless steel tubes expanded into aluminum fins have become the evaporator materials of choice. The high-conductance fin transfers heat to the tube very efficiently and uniformly around the tube perimeter. The thermal path with the least resistance to the liquid ammonia or other refrigerant is directly across the tube wall. Consequently, tube wetting directly affects thermal performance.
A recent development in recirculated ammonia applications is the use of internal surface enhancement of stainless steel evaporator tubes as shown in Figure 1.
Such enhancement allows liquid ammonia to settle into depressions in the internal surface and migrate via helical grooves around the inner periphery of the tube.
This migration occurs at a significantly lower velocity than on a smooth tube and minimizes the performance differences between a top-fed and a bottom-fed coil. The improved wetting achieves greater design performance at lower overfeed rates. Laboratory testing has shown that the optimum overfeed rate for a 5/8 in. diameter internally enhanced tube is 1.2:1 and a 1 in. diameter internally enhanced tube is 1.8:1. This is significantly lower than the typical, accepted industry rates discussed previously.
Substantiating these laboratory results, the Air Conditioning, Heating, and Refrigeration Institute (AHRI), which publishes ANSI/AHRI Standard 420-2008, certifies the performance of these stainless steel, internally enhanced tube evaporator bundles. The standard is used as the basis to certify the performance of forced- circulation free-delivery unit coolers used in refrigeration. These AHRI-certified ratings are subject to independent testing per section 5.3 of the standard:
Tolerances. To comply with this standard, any representative production unit selected at random, when tested at the Standard Rating Conditions, shall have a Gross Total Cooling Effect not less than 95% of its published Standard Rating and not exceed 105% of its Rated Power.
Independent AHRI certification reassures consumers that these reduced recirculation rates are valid and will not compromise performance.
Most recirculated ammonia evaporators utilize an orifice at the beginning of each circuit to meter the sufficient amount of ammonia into the circuit with the stated supply pressure in the liquid header. Designing ammonia evaporators at a 1.2:1 recirculation rate requires the use of smaller orifices. The popularity of screw compressors with high-efficiency coalescing oil separators and cooler discharge temperatures has resulted in much cleaner systems. Therefore, where evaporators are applied to new systems, the use of smaller orifices is not a concern. However, when low recirculation rate coils are applied to older, existing systems with a history of oil carryover or carbonizing problems, an alternate to small orifices should be considered. In this scenario, the alternate approach would be to design the replacement coil(s) based on a higher recirculation rate (i.e., 2:1) or, preferably, to utilize a liquid refrigerant distributor with a single larger orifice and individual distribution tubes. This design works well in providing uniform flow to each circuit, maximizing capacity as verified by laboratory testing.
APPLICATION ADVANTAGES
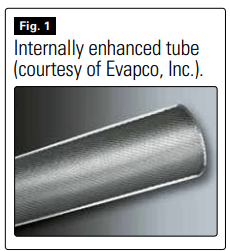
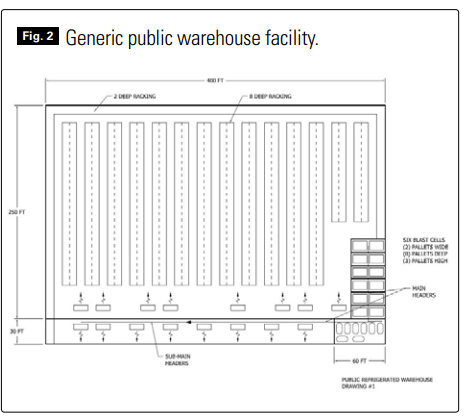
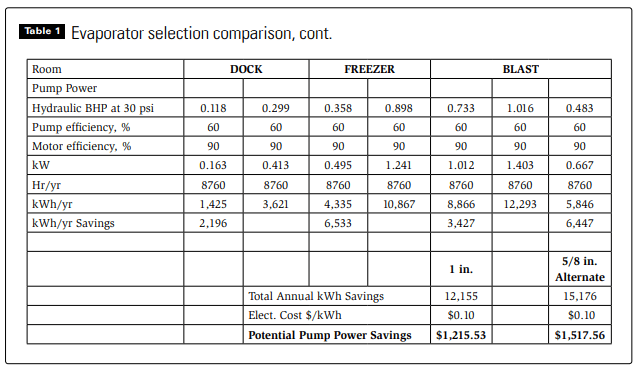
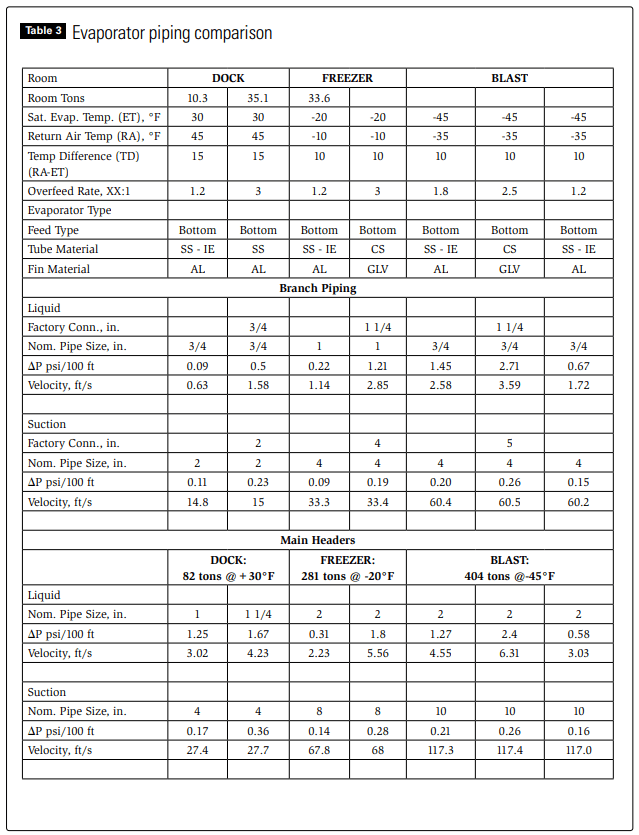
To illustrate the benefits of lower recirculation rates, low overfeed evaporators are compared with conventional units for a generic public warehouse facility with a shipping dock, freezer space, and six blast cells per the floor plan in Figure 2. Refer to Tables 1–3 for the evaporator comparisons, valve selections, and pipe selections.
LIQUID LINES
Lower overfeed units require a lower volumetric flow rate, which leads to a smaller pump selection that requires less horsepower (see Table 1). In this instance, because a smaller capacity pump is not readily available, the pumping power is the same. Any liquid not used by the evaporators is still elevated in pressure and consumes energy whether it makes the trip to the evaporators or not. The lower liquid flow rate may result in reduced liquid header sizing. If not, the liquid velocity will be lower, resulting is less fluid momentum and pipe movement when solenoids close, which is a safer situation.
HOT GAS LINES
No significant difference exists between the required hot gas piping and valving as this is proportional to surface area and thermal mass. For bottom-fed coils, the orifice size functions as a metering device that the condensed ammonia must flow through. The smaller sizes may require slightly higher hot gas pressures to thoroughly expel the condensate before it can collect in the circuits. Top-feed coils will require a bypass to allow a sufficient quantity of hot gas to flow around the orifices or distributor.
SUCTION LINES
All recirculated ammonia systems will have some pressure drop from the evaporator to the compressor.
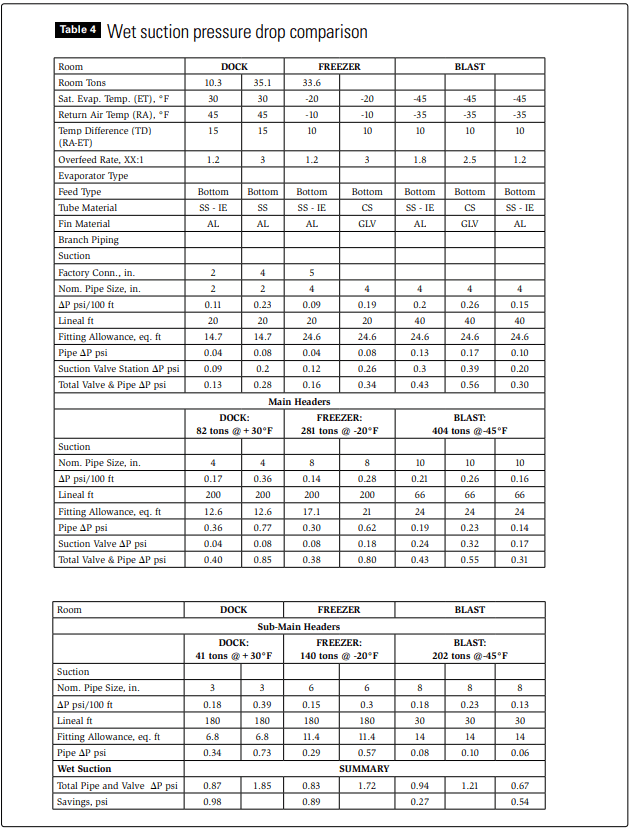
Minimizing this pressure drop will result in a more efficient refrigeration system. From the recirculator vessel to the compressor suction, the dry vapor flow rates are the same for a stated load and will have the same pressure drop regardless of the evaporator brand. An arbitrary 1.0 psi pressure drop was assigned to the dry suction lines from the recirculator vessels to the compressors at each of the three temperature levels. This paper focuses on the wet suction pipes and valves from the evaporators to the recirculator vessel. The pipe and valve sizes were selected for the higher overfeed evaporators and then rerated at the lower overfeed rates. The total pressure drop through the pipes and suction valve assemblies was determined using a publicly available valve program that is available as a download from the Internet. The program takes the overfeed rate into account in the pressure drop calculations of the pipes and the valves.

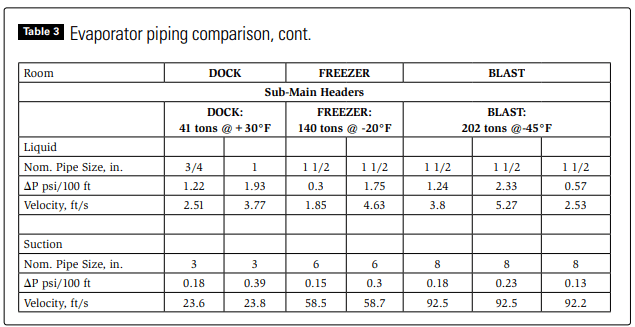
For this study the evaporator operating pressures were held constant at 45.0 psig (30°F), 3.6 psig (-20°F), and 8.9 psia (-45°F) for either type of evaporator. Table 4 provides the summary and comparison of the wet suction pressure drops from the evaporators to the recirculator.

Thermosiphon-cooled screw compressors were selected using major compressor manufacturer’s software. Each compressor was rated at the design evaporating temperatures (+30°F, -20°F, and -45°F), and an 85°F yearly average condensing temperature. In each instance the total suction line pressure drop was entered into the software and the kW/ton was derived.
The savings in kW/ton is represented in the low overfeed unit columns in Table 5. This efficiency savings is then multiplied by the total tons per suction level and totaled for 6,000 operating hours per year, which allows for cycling off during temperature-satisfied periods and blast cell turnaround. The savings due to less mass flow in the wet suction lines are significant, approximately 247,500 kWh per year and 338,000 kWh per year if 5/8 in. internally enhanced tube evaporators are used in the blast cells.
SURGE VOLUMES
The refrigerant charge in an evaporator is a function of internal volume, circuit loading, and feed method.
At equal thermal capacities, a coil designed with smaller tubes will have less internal volume than a coil made with larger tubes. This can be observed in Table 1, which illustrates the charge for the ¾ in. tube coils relative to the 5/8 in. internally enhanced tubes. Furthermore a coil with 1 in. tubes has a greater internal volume than the ¾ in. tube coil.
All recirculated coil circuits should be designed to be free draining to allow hot gas condensate to drain from the coil and not accumulate and blanket the tube during defrost. If the circuit is top fed, the excess liquid is initially drained by gravity until the vapor velocity within the tube is sufficient to sweep any excess liquid down through the circuit. This feed method minimizes any excess liquid accumulation, which may be referred to as “ballast charge.” Bottom-fed circuits will accumulate excess liquid in the bottom of the circuit until the vapor velocity is sufficient to sweep this accumulated liquid uphill through the circuit. It should be obvious that the ballast charge in a bottom-fed coil greatly adds to the operating charge relative to a top-fed coil, especially at part load where the vapor velocities are lower. Laboratory testing has determined a refrigerant charge ratio for top-feed coils to bottom-feed coils. At 25°F evaporating temperature, this ratio is 1.0, at 0°F it is 0.70, and at -20°F it drops to 0.63.
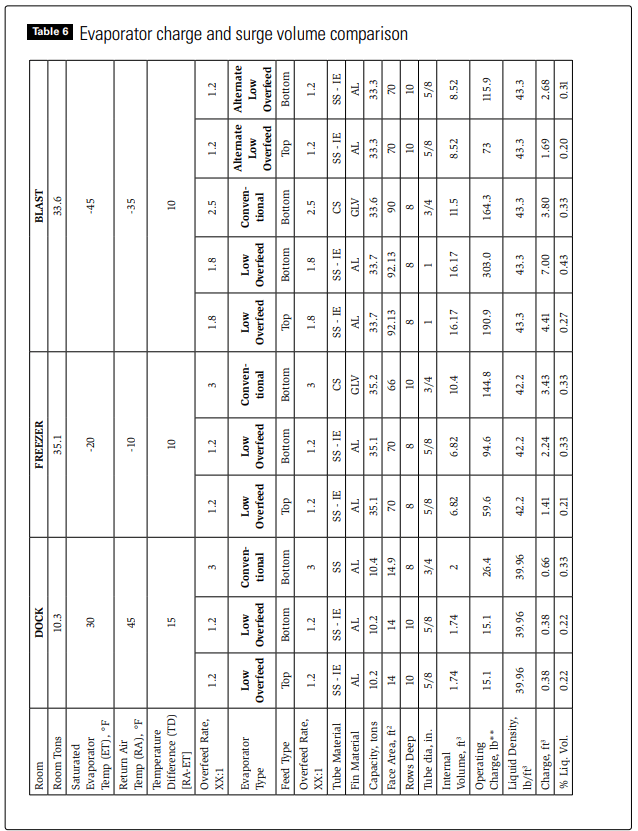
Table 6 highlights the charge difference that occurs in top- or bottom-feed evaporators. The design TD liquid charge and the liquid charge at part load, 3°F TD, are shown. This situation could occur toward the end of a blast freezer cycle or when the control system has no active feed solenoid control or a wide deadband. The table indicates two items of interest to the facility designer and owner. First, a major food processor has shown a direct correlation between increased plant safety and reduced ammonia charge. Top-feed, small-tube evaporators are an excellent choice to reduce the overall charge. In this generic warehouse example, the operating charge reduction is greater than 1,800 lb.
The second item of note is the surge volume requirement of the recirculators.
When an evaporator operates at part load, at a low TD, the amount of ballast liquid increases because significantly less vapor volume is present to displace the liquid and less velocity is available to sweep it from the tubes. This charge fluctuation from 100% design load down to a part load condition must be accounted for in the recirculator vessel design. For smooth, problem-free system operation, the internal volume of the recirculator vessel must be great enough to accommodate this ballast liquid as it leaves the evaporators when they are loaded up. At the same time, enough vapor separation space must remain in the vessel to prevent liquid carryover to the compressors.
Vessel designers refer to this as surge volume. Referring back to the blast freezing recirculator of the generic warehouse, this reduction in surge volume may be in excess of 40 ft3, which will definitely allow for a smaller vessel diameter and/or length.
The lower overfeed rate places less liquid in the wet suction headers under steady- state load when the vapor velocity is sufficient to drag liquid through the pipe. However, the liquid volume build-up during light load is a function of pipe slope. Therefore, surge volumes due to piping are not quantified in this paper.
SUMMARY
Use of low overfeed evaporators will reduce pressure drop in all portions of wet suction piping. This reduction in pressure drop will significantly reduce the work required at the compressor over the lifespan of the facility, resulting in electricity savings and lower overhead costs. Additionally, internally enhanced tubes allow the use of top-fed evaporators for a significant operating charge reduction and surge volume decrease.
REFFERENCES
American National Standards Institute (ANSI) / Air Conditioning, Heating, and Refrigeration Institute (AHRI). (2008). “Standard for Performance Rating of Forced- Circulation Free-Delivery Unit Coolers for Circulation.” Standard 420.