






Assessment of Lubricants for Ammonia and Carbon Dioxide Refrigeration Systems
GLENN D. SHORT, PRESIDENT, BVADVANCED DIVISION; TECHNICAL DIRECTOR, BVA INC
ABSTRACT
Ammonia (R717) and carbon dioxide (R744) have received increased recognition as non-ozone- depleting and low global warming potential refrigerants. In some cases, both of these refrigerants are used in a cascade system. Some properties of refrigerant-lubricant mixtures are very important for the design and performance of compressors and the refrigeration cycle. Low solubility of a lubricant with a refrigerant can improve the compressor’s performance. The use of miscible or nonmiscible lubricants can bring different technical advantages for the performance of the refrigeration cycle.
Examination of a lubricant’s chemistry, miscibility, solubility, and viscosity with a refrigerant helps system engineers find the best overall balance of good compatibility, lubricity/load-carrying performance, and system performance. R717 data are presented with immiscible mineral oil and synthetic hydrocarbon lubricants and a miscible polyalkylene glycol lubricant. R744 data are presented for miscible polyol ester and polyalkylene glycol derivative lubricants and immiscible synthetic hydrocarbon lubricants.
Introduction
The purpose of a refrigeration oil is to lubricate the compressor and mechanical seals and to provide a seal to the compression chamber. The lubricant may also serve as a heat transfer fluid to remove part of the heat of compression in rotary screw compressors, or to help contribute to electric motor cooling inside hermetic and semi-hermetic compressors. Lubricants are an important design component for compressors.Original equipment manufacturers (OEMs) are paying increased attention to two “natural” refrigerants, ammonia (R717) and carbon dioxide (R744, CO2 ). This paper will discuss the current types of lubricants used with these two refrigerants and emphasize new information that may be of interest to compressor designers and end users. Much previous literature on lubricants for these applications will be summarized to ensure an understanding, but will not be restated in detail.
The design of the lubricant itself is important as many different base stocks and additives are available to formulate the final product. The selection of the lubricant and its formulation must consider many different characteristics of performance.
OVERVIEW OF LUBRICANT TYPES AND PROPERTIES
Base fluid
The most common types of base stocks used in refrigeration include mineral oils and synthetics:
- Mineral oils (MO),
- Alkylbenzene (AB),
- Polyalphaolefin (PAO),
- Polyalkylene glycol (PAG) and fully end capped polyalkylene glycols,
- Polyol ester (POE), and
- Polyvinyl ether (PVE).
The American Petroleum Institute (API) produces a chart that classifies the different base oil types, see Table 1.
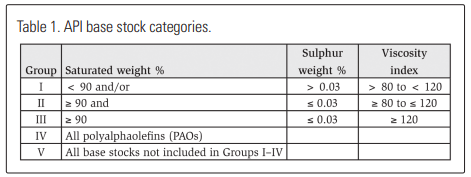
Highly refined dewaxed naphthenic mineral oils were historically used with CFC- and HCFC-type refrigerants due to their improved miscibility and low pour point and are still used in ammonia applications. Paraffinic mineral oils are more commonly used with ammonia due to their lower solubility and higher viscosity index.
Group II and III mineral oils have often been termed semi-synthetic lubricants or high-viscosity index hydrotreated oils. These are generally paraffinic oils. In the United States Group III may be called a synthetic lubricant. These lubricants in general have improved stability as a result of their higher degree of saturation and by definition have a higher viscosity index than Group I paraffinic oils.
Synthetic lubricants have very different chemistries that result in the availability of a wide range of physical characteristics such as viscosity, viscosity index, pour point, and lubricity. They also offer flexibility in their design for use with refrigerants with respect to solubility, miscibility, surface tension, lubricity, etc.
VISCOSITY AND VISCOSITY INDEX
The viscosity of a fluid is its resistance to flow, which is directly affected by the temperature of the liquid. It decreases (thins) with increasing temperature and increases (thickens) with decreased temperature. Viscosity is important as it indicates the lubricant’s ability to create and maintain a lubrication film between two moving surfaces to prevent wear or provide a sealing effect. A lubricant’s viscosity is most commonly measured as kinematic viscosity and expressed in centistokes (cSt). The viscosity at 40 °C and 100 °C is then used to determine the viscosity index (VI) of the lubricant. OEMs specify the required viscosity grade for use in their equipment with a given refrigerant. The grade for refrigeration lubricants is usually defined as the ISO viscosity grade as defined in International Standard ISO 2909:2002, which is nominally defined as the viscosity at 40 °C +/- 10%. The VI measures the change of viscosity with respect to temperature. The higher this number is, the less the lubricant viscosity changes with temperature.
As the lubricant in a refrigeration system is in intimate contact with the refrigerant, some refrigerant will always be dissolved in the lubricant. As the viscosity of a refrigerant is very low, the effect is to cause a significant reduction in the viscosity of the lubricant/refrigerant mixture. The more soluble the refrigerant in the lubricant, the greater the loss in viscosity. Reduced viscosity is a concern as the lubricant may not be able to provide sufficient film strength for separation of the moving parts, leading to increased wear and failure.
POUR POINT
The pour point of a lubricant is the lowest temperature at which a lubricant will flow. Although using a lubricant with a pour point lower than the lowest system temperature is deemed desirable, it is not essential provided the lubricant is at least slightly soluble with the refrigerant. The addition of the very low viscosity refrigerant, acting as a solvent to the lubricant, will cause a significant depression of the pour point. This usually provides sufficient mobility of the lubricant for system requirements.
Note that pour point values can vary for any lubricant type. Manufacturers provide typical data and may also provide a specification listing the maximum value for a specific product. The specification value may be much higher than the typical value so that the lubricant formulator can consistently pass quality control standards. This is particularly true for mineral oils where refineries depend on a various crude oil sources for their production. A higher degree of refining and wax removal provides a greater consistency in the final product.
REFRIGERANT/LUBRICANT MISCIBILITY
This is a measurement of the temperature at which a defined concentration of lubricant in refrigerant mixture changes from a single-phase mixture to a two-phase mixture. The lower critical solution temperature is usually used as a guide to the lowest operating temperature of that lubricant/refrigerant combination.
REFRIGERANT/LUBRICANT SOLUBILITY AND VISCOSITY
Dilution of the lubricant by dissolved refrigerant significantly reduces the viscosity of the pure lubricant. The solubility of a refrigerant in a lubricant can be measured in various ways. The preferred procedure is to take hundreds of measurements in pressure cells at various temperatures and pressures representing the expected operating range and to measure the viscosity with a computer collecting the data (Spauschus and Henderson 1990; Seeton 2006). The vapor pressure of the refrigerant/lubricant mixture provides a measurement of solubility. Liquid viscosities of the mixtures are related to lubricity. Mathematical models can then be used to plot the data on standard ASTM viscosity charts. Density information for the refrigerant/ lubricant mixtures may also be obtained and plotted. The data results are presented in the form of pressure viscosity temperature (PVT) charts, also called “Daniel charts,” a viscositytemperature chart that contains an overlay of the solubility of the refrigerant/lubricant mixture.
PVT charts often use bar as a measurement of pressure. Often no reference is provided as to the relationship of this pressure to atmosphere or vacuum. If not noted, this is bar, absolute or relative to vacuum. The bar is a metric unit of pressure, but not part of the International System of Units (SI). 1 bar = 100 kPa (in SI units).
STABILITY
Exposure of the lubricant to high temperatures in the presence of air causes oxidation. The result of oxidation is the formation of sludge, particulates, and deposits that will increase the viscosity of the lubricant. In addition to the increase in viscosity, these oxidation products also increase the pour point of the degraded lubricant.
Refrigeration oil and other materials used with refrigerants should have thermal and chemical stability to maintain the system reliability. ASHRAE 97:2007 is a common test used for this evaluation. A sealed glass tube containing metal coupons in a lubricant/refrigerant mixture is heated at various test temperatures and durations. Measured amounts of water may also be added to test hydrolytic stability.
Other tests such as the autoclave allow larger quantities of lubricant to be tested with various materials and specimen sizes. ASHRAE is developing Guideline 38P:2015 for this purpose. The use of a metal pressure vessel may be safer for testing at higher pressures and temperatures. The lubricant, refrigerant, and materials may then be examined for any change in physical or chemical properties. The amount of sediment may also be reported.
The total acid number (TAN) is a measurement of acidity that is determined by the amount of potassium hydroxide in milligrams that is needed to neutralize the acids in one gram of oil. It measures acidic constituents that are present as additives or as degradation products formed during service, such as oxidation products. For example, an increase in TAN is often used as a reference to observe the amount of degradation of a lubricant in the stability test. Acid number reflects the total acidic components including organic and inorganic acids, esters, phenolic compounds, lactones, resins, salts of heavy metals, salts of ammonia with other weak bases, acid salts of polybasic acids, and additional agents such as inhibitors and other additives. Evaluation of acid number is particularly important for carbon dioxide systems due to the potential issues with moisture as will be discussed. Instruments such as Fourier transform infrared (FTIR) spectroscopy are also useful to detect lube degradation by-products and additives within lubricating oils.
LUBRICATION
To develop the lubricant, considering the strengths and weaknesses of the selected base stocks and additives relative to the required lubrication performance is necessary. Screening tests such as laboratory tests simulate as closely as possible the conditions within the compressor or differentiate the fluid performance within the compressor. Examples of wear tests employed as a screening test to evaluate these lubricants are a combination of 4-ball (single ball rotated in contact with three fixed balls—IP239) and Falex (pin rotating between two fixed V-blocks—ASTM D2670). These tests are often modified to include testing under a refrigerant atmosphere. Friction coefficient may be determined in tests such as the pinon-disc.
These tests are usually then followed by compressor tests and field experience.
ADDITIVES
Refrigeration lubricants may or may not require the use of additives, which have various purposes. A minimal amount of additive may be included to extend storage life. More additives may be used to provide a product with enhanced stability, improved wear protection, improved corrosion resistance, or reduced influence on materials. Additives must be designed to be compatible with the refrigerant and the refrigeration system.
AMMONIA (R717) COMPRESSOR LUBRICANTS
Mineral oils and synthetic hydrocarbon lubricants have low solubility and miscibility with ammonia. This is a benefit in flooded evaporator systems as these oils are heavier than ammonia and can be easily removed by draining from the bottom of evaporator vessels. Synthetic and semi-synthetic oils have been developed for optimum performance in these systems. Returning the oil from the lowpressure side of an NH3 system is potentially dangerous if water is present in the system. A high risk exists of returning water accumulating in the oil or below the oil, sealed from the NH3 by the oil, directly into the compressor.
Returning high amounts of water into compressors can give serious problems especially with roller and ball bearings. Returning oil from the low-pressure side to the compressors in an NH3 system is not recommended unless a water removal system or other means of controlling the water level in the NH3 is present.
Immiscible synthetics oils such as highly processed mineral oils, PAOs, and ABs have been used in traditional ammonia systems where their excellent low-temperature properties allow for operation at very low temperatures. Quite often, blends of mineral oil with synthetic or blends of different synthetic lubricants will be used to optimize performance. More recently, the development of ammonia-soluble or ammonia-miscible lubricants have allowed direct expansion evaporators (DX) to be used. These are usually based upon PAG-type chemistry. Polyol esters and other esters are known to react chemically with ammonia to form solids and are therefore avoided.
IMMISCIBLE LUBRICANTS FOR AMMONIA
High viscosity index (HVI) hydrotreated (HT) oils and PAOs were proposed as the preferred base fluids for ammonia refrigeration systems more than 30 years ago (Short 1985) after several years of field experience proving their benefits. Since then, these HVI paraffinic mineral oils have been classified by the API as Group II and Group III. Several additional contributions have added to the knowledge of these lubricants (Dolson and Morimoto 1995; Oberle and Rajewski 1997; Rajewski and Lilje 2000; Dolson 2001). The described advantages of these lubricants when properly refined include
- High viscosity index;
- Low solubility with ammonia;
- Low miscibility with ammonia;
- Improved thermal, chemical, and hydrolytic stability;
- Low volatility in relation to viscosity;
- Low solubility with water;
- Low foaming;
- Excellent response to additives (pour point, inhibitors); and
- Good lubricity and oil film characteristics in ammonia systems.
While these advantages apply to Group II and III type mineral oils and PAOs, PAOs also have very low pour points and are used in lowtemperature applications. Note that new technologies have made producing PAOs with even lower pour points than those commonly used and with even higher viscosity index possible, although generally at a higher cost.
Alkyl benzene (AB) synthetic oils found their beginning in the potential deficiency of naphthenic oils. This type of synthetic is based on hydrocarbon chemistry and is similar to a high-aromatic-containing naphthenic oil. The major advantages of this material are its greater stability than its naphthenic counterpart, a lack of wax content, and improved lower temperature properties. AB lubricants were initially used in heavy-duty ammonia compressors with very high outlet temperatures as they produce less “coke” and sludge. They also tended to foam less at start-up. In some cases, compressor OEMs have found using one lubricant for several types of refrigerants desirable as the ABs have excellent miscibility with halocarbon refrigerants. Additionally, these OEMs may be able to use one type of elastomer without concern of a variation in seal swell or hardness changes caused using different lubricants. By 1982, finding partial synthetic refrigeration oils that contained alkyl benzene to improve on the mineral oil’s properties was not uncommon.
Soon after, blends of AB and PAO became popular for retrofitting systems that had previously operated with naphthenic oils as the AB lessened elastomer shrinkage and helped dissolve system contaminants left behind by less stable lubricants (often naphthenic oils; Hytting 1999). Advantages of the synthetic include
- Longer life,
- Improved stability—when water and air are present,
- Reduced oil consumption—up to 70% reduction compared with mineral oils,
- Reduced and easier oil draining from the refrigeration plant, and
- Stable viscosity.
Additionally, the good dielectric properties of the ABs make their use in semi- hermetic ammonia refrigeration systems possible. Combinations of AB/ PAO may also be suitable as the inclusion of the PAO may help reduce the pour point and slightly reduce water solubility, although these systems should be dry.
The low-temperature properties of these lubricants deserve further investigation. Pour point has most often been the single property used to determine how low a temperature at which the lubricant will flow. But this test considers the lubricant alone, not the ammonia environment. Additional tests, such as Scanning Brookfield Viscosity ASTM D 5133, measure the viscosity of the lubricant in centipoise (cP) versus temperature.
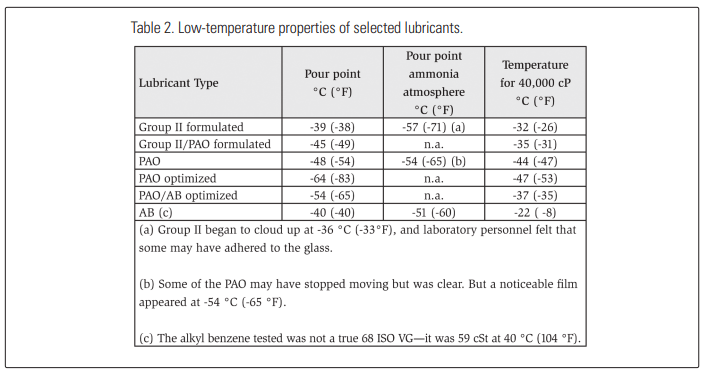
Table 2 compares the pour point, pour point under liquid ammonia, and the temperature at which each lubricant type reaches a nominal viscosity of 40,000 cP for several 68 ISO VG lubricants.
The ability of the PAO type to have improved flow at low temperatures is a result of lower viscosity. The optimized PAO continued to flow at lower temperatures and reached a viscosity of 100,000 cP at -53 °C (-63 °F). The results in the ammonia atmosphere seem to indicate that more solubility of ammonia is present in hydrocarbon lubricants than previously expected.
Pressure viscosity temperature (PVT) tests with ammonia have previously been reported for alkyl benzene ISO VG 68 (Seeton 2014). The report indicates that at 70°C (158 °F) and 30 bar (435 psi) ammonia is 6% mass soluble and would have a viscosity of about 3.7 cSt. An example for operation in a screw compressor might be at a lower pressure. The values used are not to suggest these pressures and temperatures are common or standard; rather they were selected to provide values easier to demonstrate results using the figures provided. At 15 bar (217 psi) and 67°C (153 °F) the solubility was much lower at 2%, resulting in a viscosity of about 8 cSt. The 2% dilution when cooled to about 42 °C (208 °F) reached 20 cSt, which would be suitable for lubricant supply to a screw compressor.
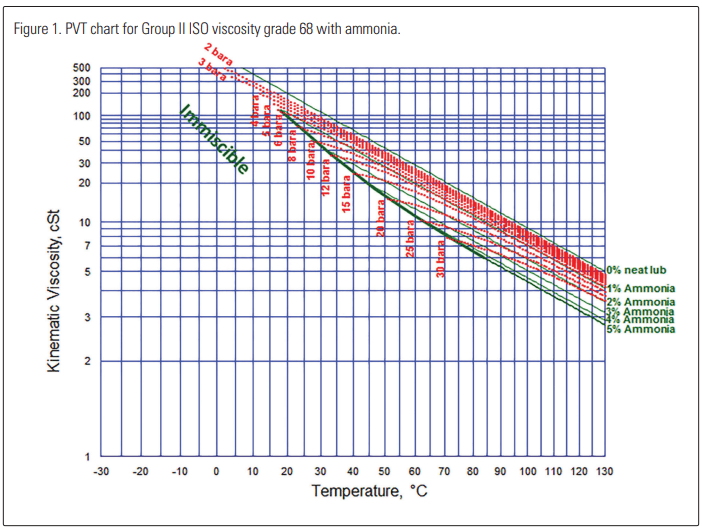
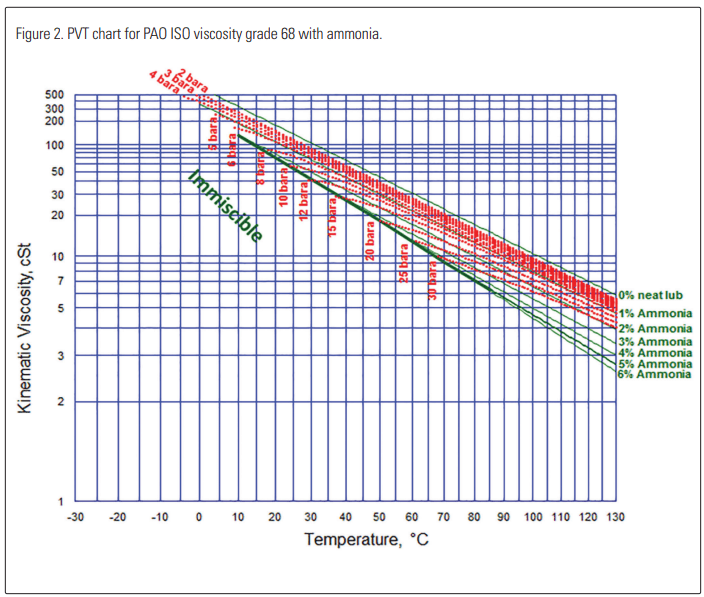
We tested both a Group II and a PAO ISO VG 68 with ammonia (see the results in Figures 1 and 2). For comparison with the alkyl benzene, the results show that at 70°C (158 °F) and 30 bar (435 psi), the Group II lubricant is about 5.2% mass soluble and would have a viscosity of about 8.09 cSt. At 15 bar (217 psi) and 67 °C (153°F), the solubility of the Group II lubricant was much lower at about 1.35% with a resulting viscosity of 14.4 cSt. This resulted in 33 cSt when cooled to 42°C. The PAO lubricant has a solubility of 4.1% mass at 70 °C (158 °F) and 30 bar (435 psi) and would have a viscosity of about 9.66 cSt. At 15 Bar (217 psi) and 67 °C (153 °F), the solubility of the PAO lubricant was much lower at about 1.48% and a viscosity of 15.6 cSt, this resulted in a viscosity of 35 cSt when cooled to 42°C. The results clearly indicate that the Group II and PAO lubricants result in slightly lower solubility and much higher operating viscosities under equivalent conditions when compared with the alkyl benzene. Also, the solubility of ammonia in these hydrocarbon type lubricants is clearly more than previous literature suggests.
MISCIBLE AND SOLUBLE LUBRICANTS FOR AMMONIA
The solubility and miscibility of hydrocarbon oil limits applications in systems with direct exchange (DX) evaporators. In the case of ammonia, normal naphthenic or paraffinic lubricants and synthetic hydrocarbon fluids/oils have low solubility and miscibility in ammonia. These oils are heavier than ammonia and tend to form an oil film, or “foul,” on the heat transfer surfaces, which may decrease the system capacity and efficiency. The low solubility inherent with these oils also results in less dilution by the ammonia and a greater increase in refrigerant in direct expansion systems.
The oil film can become too thick for efficient heat transfer thereby contributing to excessive pressure increases in the evaporator and restricted oil return to the compressor.
Refrigeration systems with direct expansion (DX) evaporators have resulted in markedly reduced refrigerant charge (1/10th to 1/50th) when compared with that of conventional systems (Takahashi 2000). For example, welded plate and hybrid cross-flow plate evaporators have been proposed, which would provide significant reductions in required refrigerant volume for ammonia systems. The reduction in required refrigerant volumes allows for the achievement of efficient heat transfer while also reducing the potential for ammonia refrigerant leakage. The reduction in refrigerant charge volumes also enables ammonia to be safely permitted for use in a much wider variety of applications in addition to its common industrial applications. Further advantages of this type of system design include lower system cost and reduced system size and weight. However, to take full advantage of this type of evaporator system, using lubricants that have both a minimum effect on heat transfer efficiency and a minimum of pressure restriction in the evaporator would be desirable.
For more than 30 years, it has been known that certain PAG lubricants are soluble with ammonia. Increasing the ethylene content in PAGs increases miscibility with both ammonia and water. Because ammonia systems often contain water, this could be a problem. PAG copolymers of ethylene and propylene have inverse solubility with water. Keeping compressor discharge temperatures at 70 °C or higher can help prevent water accumulation. Above this temperature, the hotter the lubricant becomes, the less soluble water becomes. Below 70 °C water is completely soluble in the lubricant. Using the same concept with the fully capped PAG lubricants can further limit water solubility. A restriction of the use of PAG lubricants is that the ammonia miscible varieties have very low solubility with hydrocarbon oils. Compressors and systems must be flushed to remove any mineral oil that may be present. Oil-soluble PAGs are available that are soluble with ammonia. However, these types are not miscible with ammonia.
Note the difference between the meaning of soluble and miscible in the context of ammonia-compatible lubricants: Soluble refers to the ability of the ammonia gas to dissolve in the oil. Miscible refers to the ability of the ammonia liquid to mix completely with the lubricant. Certain varieties of ammoniasoluble lubricants, with limited miscibility, have been used with DX evaporators as the ammonia reduces their viscosity. Ammonia-soluble lubricants may offer advantages in respect to refrigeration plant operating costs through improved heat transfer efficiency due to the lower viscosity of the oil in the evaporator.
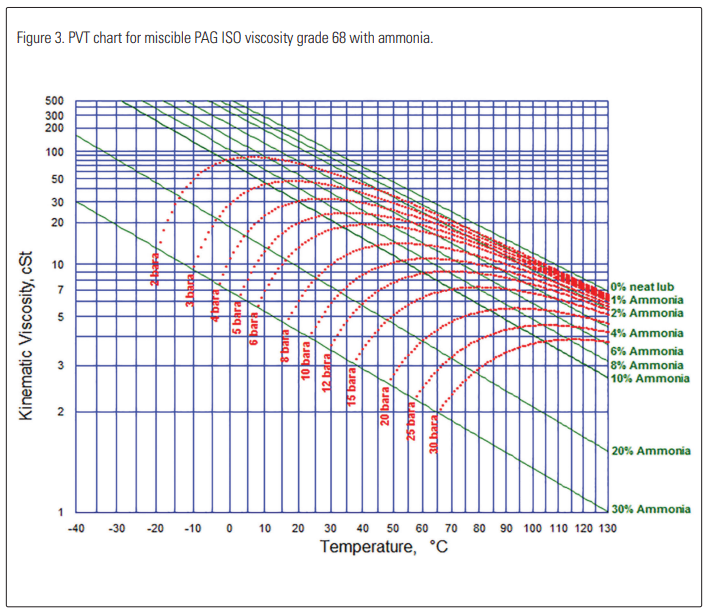
The PVT for a miscible PAG ISO VG 68 was investigated (see Figure 3). For comparison, the solubility and viscosity values were investigated at the same temperatures and pressures as provided for the immiscible lubricants. The results show that at 70 °C (158 °F) and 30 bar (435 psi) this PAG lubricant is about 25.6% mass soluble and would have a viscosity of about 2.3 cSt. At 15 bar (217 psi) and 67 °C (153 °F) the solubility of this lubricant is lower, but still significant, at about 10.9% with a resulting viscosity of 6.95 cSt. This resulted in 12.95 cSt when cooled to 42 °C (207.6 °F).
The PAGs benefit from a higher viscosity index. The 68 ISO VG described has a VI of 175. Producing PAGs with much higher VI is possible; however, this formula was optimized with higher miscibility as a first goal and viscometrics as a second goal. Miscibility was achieved to -55°C (-67°F).
If the 15 bar (217 psi) case were considered for the screw compressor, the discharge viscosity at 67 °C (153 °F) would be about 1 cSt lower than the alkyl benzene studied, and the lubricant supply viscosity at 42 °C (207.6 °F) would be about 8 cSt lower than the alkyl benzene. This is due to the higher solubility of ammonia in the PAG. The result is that an OEM requiring >12 cSt at the lubricant supply could use this ISO VG PAG, and an OEM requiring 20 cSt would require a higher ISO VG.
LUBRICITY
The lubricity requirements for lubricants used in ammonia compressors are relatively easy to satisfy when using the less soluble types of lubricants. Group II, PAO, and soluble lubricants have less wear in tests when compared with naphthenic mineral oil using Falex with steel pin and blocks in an ammonia atmosphere (O’Neill and Rajewski 1994). Other tests show that soluble/miscible type lubricants can have good lubricity without additives (Takahashi 2000).
ADDITIVES
Several types of additives have been used in ammonia refrigeration compressor lubricants. These include thermal and oxidation inhibitors, corrosion inhibitors, foam control, and viscosity index (VI) improvers (Rajewski and Lilje 2000). Metal passivators may also improve long-term stability. The VI improvers should be highly shear stable if the lubricant is to be used in screw compressors, as such it is not uncommon for a high-viscosity PAO to be used for this purpose. Pour point additives can significantly lower the pour point of a mineral oil. Paraffinic mineral oils almost always require a pour point additive as even the Group III type have pour points well above common evaporator temperatures for ammonia systems. If very high loads, sliding conditions, or other conditions that may lead to abrasion or excessive wearare indicated, then additives to improve lubricity may be included. Any additive used should be extensively tested with ammonia to confirm long-term compatibility and cleanliness. Test should include additions of common contaminants such as air and water and be in the presence of materials of construction.
Base fluids such as extremely highly refined Group II and Group III mineral oils and PAOs often have the tendency to shrink certain elastomers. To counteract this, alkyl benzene has historically been blended into these fluids. The addition of AB also assists the lubricant in solubilizing system contaminants that may otherwise deposit, causing lubrication and heat transfer issues. This property has also made such combinations of base stocks popular for retrofitting compressors previously using naphthenic oils.
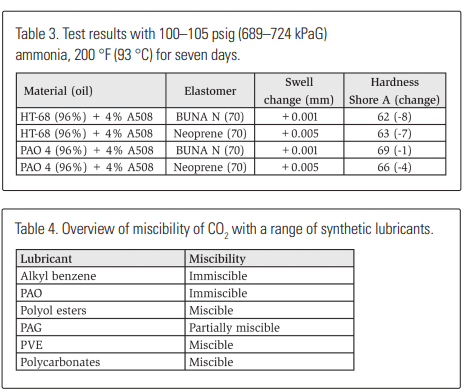
Novel types of seal conditioners have been developed (Rajewski, Tolfa and Li 2004). A possible drawback of these additives is a potential to result in increased water absorption in the lubricant due to a hydroxyl end group. To overcome this, a further modification was made to remove the hydroxyl group and replace it with a hydrocarbon (Short 2009). This material, A508, demonstrated seal compatibility as shown in Table 3 where HT was a Group II mineral oil.
Interestingly, both seal conditioners described have also been used as the base fluid in ammonia-soluble compressor lubricants, even though they have low ammonia miscibility.
CO2 COMPRESSOR LUBRICANTS
The lubrication requirements for CO2 (R744) based equipment are different from equipment using other refrigerants such as ammonia or hydrofluorocarbon (HFC) refrigerants. This is due both to the higher system operating pressures of transcritical (or supercritical) CO2 applications and the solubility of CO2 with the different types of lubricants due to their molecular structures. The lubricant must be designed with a balance of properties to offer sufficient viscosity for lubricity and sealing, provide suitable miscibility with CO2 for good lubricant return to the compressor, and promote overall efficiency of the refrigeration cycle. Some considerations are
- Compressor
- Suitable mixture viscosity,
- Lubricity under extreme pressure,
- Stability under supercritical condition, and
- Stability under high temperature
- Low-temperature side
- Miscibility?
- Entire system
- Compatibility with various materials.
The requirements for lubricants can also vary depending on the application. Transcritical CO2 systems require a lubricant with miscibility, where subcritical CO2 systems do not require a lubricant with high miscibility. Transcritical systems benefit more from a lubricant that maintains a higher working viscosity and may require a lubricant with an initial higher viscosity. Lubricants that resist dilution more may suffer from lack of miscibility.
Polyalphaolefin oils are less soluble with CO2 , but are also nearly completely immiscible. The low solubility makes the PAO easier to separate and with the correct system components, PAO can be used in both subcritical and transcritical applications. It has been suggested that multistage coalescing filters and active carbon filters may be required for use in transcritical applications. Any immiscible lubricant that must be drained from a low-temperature receiver may present a difficult challenge for oil separation and return as the lubricant is lower in density than liquid CO2 . Thus, a potential exists for long-term accumulation in evaporators.
Polyalkylene glycols (PAG) have excellent stability with CO2 , excellent hydrolytic stability, and good lubricity. They are hygroscopic and so tend to accumulate water. Their miscibility with CO2 is not complete, and so they have inferior oil return compared with some other lubricants. Modified polyalkylene glycol (PAG) chemistry, generally double-end capped (fully capped), can be used to improve miscibility and control solubility with CO2 . A higher viscosity index of PAGs can provide superior lubrication with or without the inclusion of additives. The main structure of PAGs results in good stability and little or no hydrolysis. PAGs have also been found to be nonreactive with any carbonic acid formed by reaction of CO2 with water. Fully capping leads to good lubricity and solubility and flexibility of controlling miscibility (Kaneko et al. 2004; Ikeda et al. 2006). PAGs have more water solubility than the other options; however, fully capping can somewhat reduce this solubility. Generally, even the fully capped PAGs will absorb a few thousand ppm water and so may not be acceptable for semi-hermetic or hermetic compressors due to the resulting reduction in dielectric strength.
The type of polyol ester oils (POE) that are used with HFC refrigerants are considered to have excessive solubility with CO2 . Fortunately, many chemistries are available for POEs that allow their customization to result in good miscibility and higher viscosity indexes and offer a wide range of viscosity grades. Antiwear additives are normally required. The potential negative of this type of lubricant is relatively poor hydrolytic stability, which makes keeping the lubricant and system free of moisture very important. Generously dimensioned molecular sieves have been proposed.
Polyvinyl ether (PVE) lubricants have good thermal, chemical, and hydrolytic stability and have good lubricity and dielectric strength. They may be more hygroscopic than POEs. PVE has high solubility and is generally considered miscible with CO2 . PVEs have a much lower viscosity index than PAGs and generally lower than most of the POEs currently being used in CO2 applications. This means that for a given ISO viscosity grade, their viscosity at higher temperatures is lower. Development has continued toward a PAG/PVE copolymer oil for CO2 heat pumps to retain the good stability and lubricity of PAG oil while having better viscosity characteristic than PVE (Kaneko et al. 2008). The cost of PVE lubricants also remains higher than the other lubricants currently being used.
MISCIBILITY OF LUBRICANTS FOR CO2
In refrigeration systems with oil reservoirs, flooded evaporators, etc., to ensure good oil return to the compressor, the refrigerant oil must have either a higher density than the CO2 refrigerant so that it can be drained from the reservoir, or good miscibility.
Table 4 presents a general consensus of the miscibility of several lubricants as reported in literature. Of these, only POE, polycarbonate, and PVE types have been described as miscible. In general terms, this miscibility is not complete through all temperatures, as even the miscible lubricants have ranges of immiscibility in areas of low concentration in the CO2 at higher temperatures.
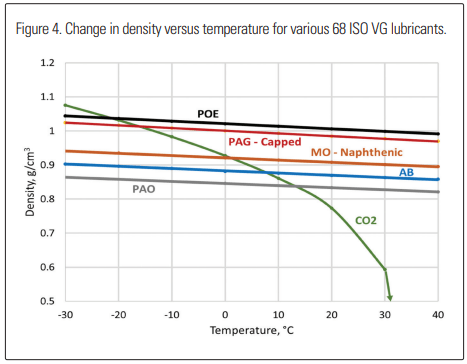
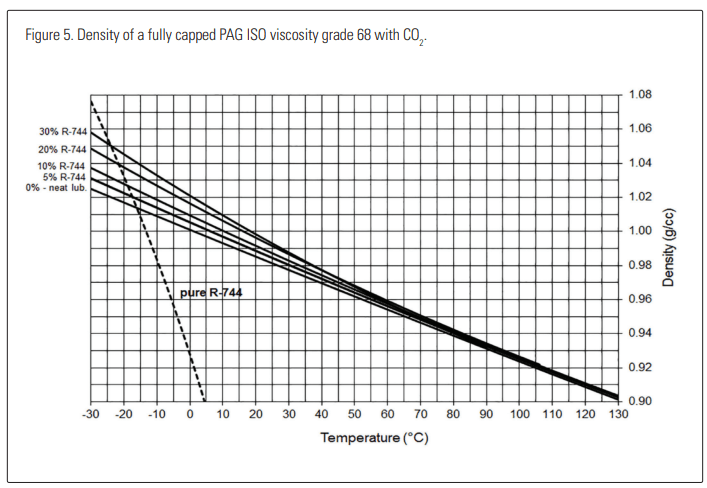
As Figure 4 shows carbon dioxide changes density very rapidly with temperature. PVE is not seen on this chart; however, it is expected to be similar to PAG. Similar charts have been published since 2000 (Hagita 2000 et al), This can result in a poorly miscible lubricant floating on top of the liquid refrigerant at some temperatures, while sinking to the bottom at other temperatures. This property is known as “phase inversion” and can be problematic in terms of oil separation. The density of the immiscible phase for the partly miscible lubricants will increase with increasing solubility of the CO2 . See Figure 5.
Fully miscible lubricants avoid this issue (Randles. Pasquin, and Gibb 2003). An oil rectifier can recover this oil from the low-temperature side (Christensen 2006). Immiscible lubricants require more elaborate systems. High-efficiency oil separation followed by a liquid separation system capable of collecting buoyant oil has been proposed (Gillies 2004). The system described was for a screw compressor with a primary coalescer element followed by secondary coalescer element with particle removal down to 0.01 micron to reduce the oil carry-over from compressors to less than 2 ppm. The liquid oil separator is installed in the liquid line from the condensers or possibly in the low-temperature pumped liquid line. Additional valves on the low- temperature vessel to allow future skimming of the liquid surface can be considered.
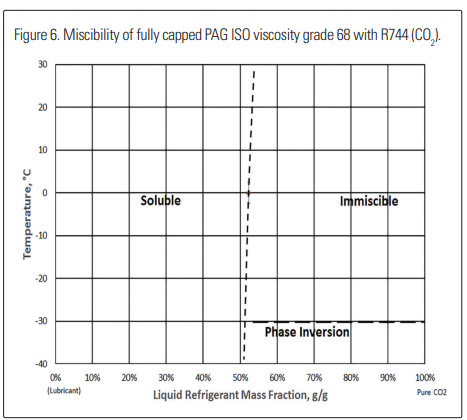
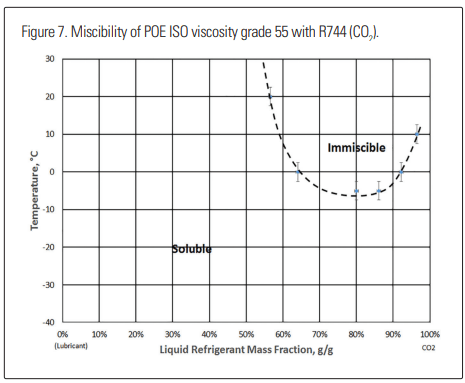
The miscibility of a 68 ISO VG fully capped PAG and a typical POE ISO VG 55 were investigated as shown in Figures 6 and 7. Note that pure lubricant is on the left, and pure CO2 is on the right. The miscibility of the POE is good at lower temperatures.
The miscibility of the fully capped PAG is complete at higher concentrations of lubricant. However, it is immiscible when the lubricant concentration is slightly below 50%. Also, the concept of phase inversion is seen with the PAG.
The miscibility of PVE 68 has been reported and found to have a similar range of immiscibility as that of the POE reported here. The lowest temperature of immiscibility for PVE 68 was shown to be at about 10% lubricant concentration at 8 °C (46 °F; Seeton 2014). Additionally, a slightly more miscible POE ISO VG 68 was shown to be miscible at temperatures below 25 °C (77 °F). This lubricant was described as having good miscibility but experiences excessive viscosity reduction.
Modified types of fully capped PAGs have reported improved miscibility in low- lubricant concentrations. These also have an upper critical solution temperature that is consistent over a wide range of lubricant concentrations. A special type of oil-soluble PAG has been tested for miscibility by the author and found to have a small miscibility range where the oil concentration is less than about 2%. This lubricant may be useful if oil concentrations reaching the evaporator can be limited. Of potential interest is that this oil-soluble lubricant has also been used with ammonia DX systems.
SOLUBILITY AND VISCOSITY OF LUBRICANTS FOR CO2
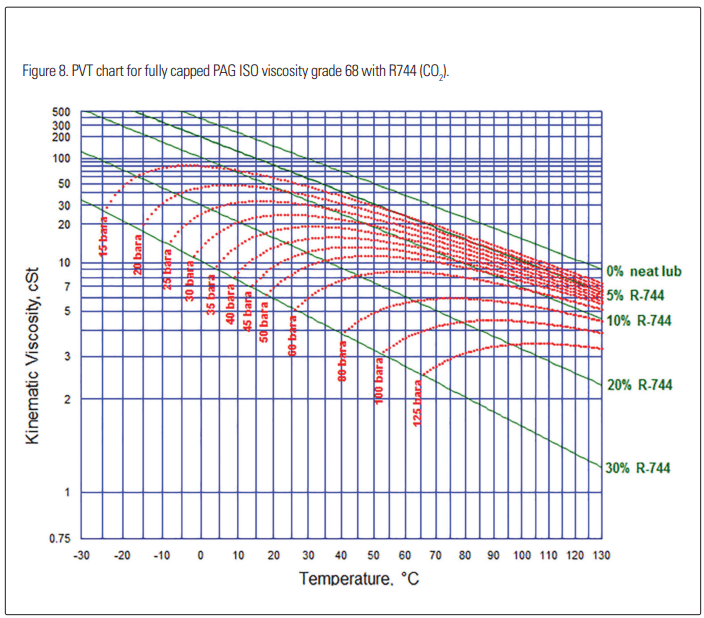
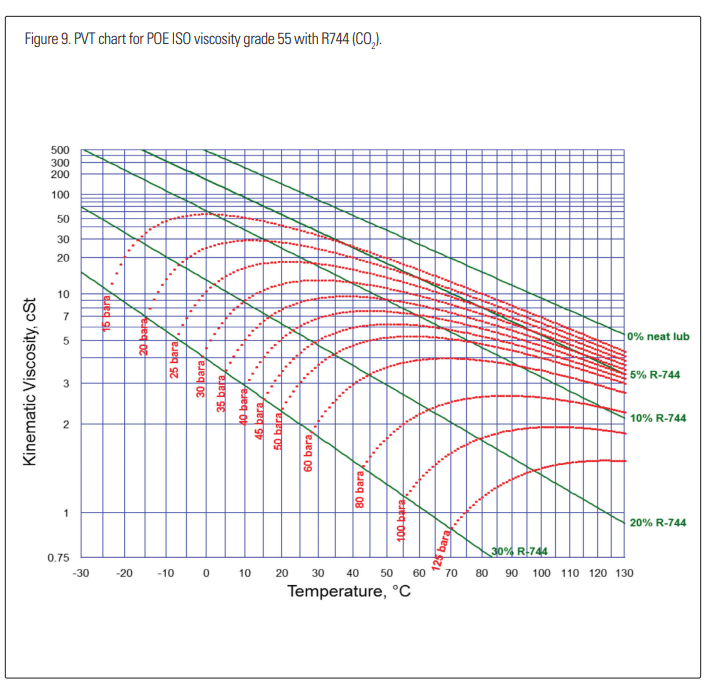
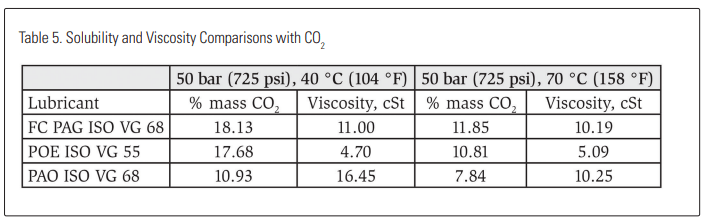
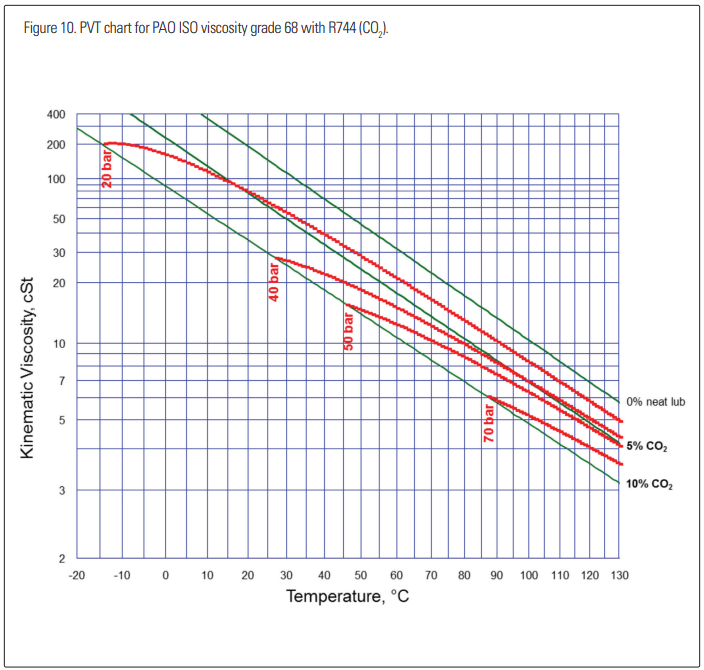
Seeton and Hrnjak (2006) describe the apparatus for measuring the viscosity and composition of lubricant/CO2 mixtures as a function of temperature and pressure. The POE and the fully capped PAG previously described have been tested using this method. In addition, an ISO VG 68 PAO was tested. See Figures 8, 9, and 10.
Most notable is the wide range of solubility among these three types of lubricants. For purposes of comparison, we will look at 50 bar (725 psi) CO2 at two temperatures, 40 °C (104 °F) and 70 °C (158 °F) as these are easy to see in the figures. Table 5 shows the values.
The PAO viscosity benefits from lower solubility to maintain viscosity, while the FC PAG has less viscosity loss with dilution.
STABILITY
The thermal and oxidative stability of mineral oil with a phenolic oxidation inhibitor and uninhibited synthetic lubricant PAG, PAO, and POE have been studied pressurized to 2.76 MPa (27.6 bar, 400 psia) CO2 using viscosity as an indicator of degradation at 100 °C over a period of six weeks (Weaver et al. 2013). The synthetic lubricants remained visually the same and had no reportable change in viscosity.
The mineral oil, however, turned black and began forming higher molecular weight species. Interestingly, this study was part of a report on the use of gas-expanded lubricants in tilting pad journal bearings with CO2 used under pressure tunable mixtures wherein properties such as viscosity can be controlled directly in response to changing environmental or rotor dynamic conditions. Stability in the presence of water is a concern for the more polar lubricants as these lubricants have a higher affinity to moisture. Water can react with CO2 to form carbonic acid. Esters such as polyol esters are used extensively due to their excellent miscibility. These lubricants are known to cause concerns with hydrolytic stability. The presence of carbonic acid can accelerate their reaction with water. Fully end-capped polyalkylene glycol lubricants have been preferred as they have less affinity for moisture and lack the terminal hydroxyl group of traditional PAGs that can react with carbonic acid (Randles Pasquin, and Gibb2003). However, PAGs with a hydroxyl group were found to form small amounts of carbonates that may be beneficial for lubrication. The hydroxyl reacts with the CO2 to form a carbonate that can act as a protective layer that improves tribological performance (Nunez , Demas, Polychronopoulou and Polycarpou 2008).
One study experimentally examined the stability and compatibility of several lubricants with CO2 and typical compressor materials in construction such as iron, copper, and aluminum under high pressure and temperature conditions (Rohatgi and Spauschus Associates, Inc. 2010). The report found that mineral oils and alkyl benzene lubricants were most stable in CO2 , followed by polyalkylene glycols, and finally the least stable were polyol esters. Paraffinic mineral oils and alkyl benzene increased in total acid number less than traditional naphthenic mineral oils. Interestingly the conventional PAG showed a lower TAN increase than the fully capped PAG, except when both the moisture level and the aging temperature were high. The more hydrolytically stable branched POE showed less TAN increase and resulted in less dissolved iron than the linear type POE. However, the report also concluded that aging temperature had a greater effect than moisture on the presence of dissolved iron in the aged POE lubricants. The similar structure of PAO to extremely highly refined mineral oils would lead to the expectation that the PAO would also be very stable, which has been observed over many years of commercial use.
LUBRICITY
Several studies have compared the lubricity of POE and PAG in CO2 environments (Nunez et al. 2008; Kawaguchi and Boenninger 2004; Seeton et al. 2000; Ikeda et al.2004). In general, the ranking of lubricity is from better to worse:
PAG >PVE> POE
Tests have included high-pressure ball on disk, block wear, pin-on-disk, and Falex to simulate transcritical and supercritical conditions to observe wear and scuffing. Additives to reduce wear are commonly used to improve the performance of POEs and often included in PAG formulations.
ADDITIVES
Note that the degree and method of refining of these lubricants could highly influence stability and lubricity results as can other variables such as additives. Additives such as antioxidants, thermal stability improvers, corrosion inhibitors, and additives to improve lubricity are common for CO2 compressor lubricant formulations and have been used for many decades for gas compressors and process applications. Traditional antiwear additives used in other compressor applications may be much more hydrolytically sensitive than the lubricant, therefore the formulation requires the use of more hydrolytically and thermally stable types. Copper deactivators can alleviate copper plating in systems where this is a potential issue.
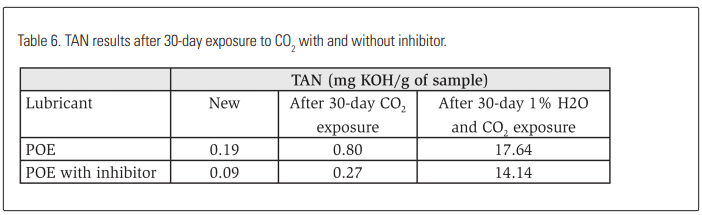
Other additives may be used to reduce the effect of acids formed either from the thermal or oxidative breakdown of a polyol ester, or from water contamination. To test the stability of a polyol ester with and without such an additive, the samples were exposed to CO2 and to CO2 with water. Tests were performed in horizontal stainless steel cylinders for maximum surface area. All exposures were for 30 days at 130 °C (266 °F) at 34.47 barg (500 psig) with CO2 . Samples were tested with and without 1% water added. This would be an unusually large amount of water. The inhibitor had a positive effect as evidenced by measuring the TAN as reported in Table 6, where TAN is defined as Total Acid number as determined by titration of the sample with potasium hydroxide (KOH). Viscosity was also relatively unaffected. Note that the POE was also formulated with an antiwear additive that contributed to the initial acid number of the new sample. Because the acid number dropped when the inhibitor was formulated, it was later necessary to ensure the inhibitor underwent no loss of effectiveness.
CONCERNS FOR CASCADE SYSTEMS
Refrigerants are chemicals, which creates a potential for reactions. Ammonia (R717) might be used as refrigerant in the high-temperature circuit in cascade systems with carbon dioxide (R744), and so a mixture of ammonia and carbon dioxide is then possible in case of a leak in the cascade heat exchanger. As the pressure on the R744 side of the cascade cooler is much higher than on the R717 side, a potential exists for contamination to take place on the R717 side. A mixture of carbon dioxide and ammonia can result in the formation of ammonium carbamate, which in a dry condition is a white powder and in an aqueous solution can be extremely corrosive.
Similarly, the designer should be aware that polyol esters and other esters used in CO2 systems should not be allowed to contaminate R717 systems. Esters react with ammonia to form amides; these materials may occur as solids, viscous liquids, or sludge that may plug orifices, foul heat-transfer surfaces, and reduce overall system efficiency.
CONCLUSION
This paper aims to provide designers and operators with additional understanding of lubricants available for R717 and R744. Immiscible, soluble, and miscible lubricants are currently available, and each type of lubricant has advantages and disadvantages. Just as in 1985 when the author introduced new lubricants for ammonia refrigeration applications (Short 1985), many opportunities for advances in synthetic lubricant technology to produce the optimum lubricant for any refrigerant application continue to exist.
REFERENCES
ASHRAE 97:2007 Sealed Glass Tube Method to Test the Chemical Stability of Materials for Use within Refrigerant Systems (ANSI/ASHRAE Approved), American Society of Heating, Refrigerating and Air Conditioning Engineers, Inc. Atlanta, GA
ASHRAE Guideline 38P:2015. Metal Pressure Vessel Method to Test Materials Used in Refrigeration Systems. American Society of Heating, Refrigerating and Air Conditioning Engineers, Inc. Atlanta, GA
ASTM D2670-95 (2016), Standard Test Method for Measuring Wear Properties of Fluid Lubricants (Falex Pin and Vee Block Method). ASTM International. West Conshohocken, PA
ASTM D5133-15, Standard Test Method for Low Temperature, Low Shear Rate, Viscosity/Temperature Dependence of Lubricating Oils Using a Temperature-Scanning Technique. ASTM International. West Conshohocken, PA
Christensen O. (2006). “System design for industrial ammonia/CO2 cascade installations.” Proceedings 28th Annual Meeting International Institute of Ammonia Refrigeration, March 19–22.
Dolson, M.G. (2001). “Field demonstration of performance benefits of hydrotreated paraffinic (group 11) refrigeration oils in ammonia systems.” Proceedings of the International Institute of Ammonia Refrigeration, Long Beach, CA
Dolson, M.G., and Morimoto, K.M. (1995). “Comparison of naphthenic and hydrotreated paraffinic refrigeration oils.” The RETA Technical Report, Vol 8, No. 2
Gillies, A.M. (2004). “Design Considerations when Using Carbon Dioxide in Industrial Refrigeration Systems.” Proceedings of IIR 6th Gustav Lorentzen Conference, Glasgow, UK. (Also published by Star Refrigeration, Glasgow with Blackhurst)
Hagita T., Kobayashi H. Takeuti M., Itiyanagi T., Horaguti N. and Ukai T. “The Development of CO2 Scroll Compressor for Automotive Air-conditioning Systems.” The international symposium on HCFC alternative refrigerants and environmental technology The Japan Refrigeration and Air Conditioning Industry Association. Kobe. pp 48-51. Paper 2.4. , 2000.
Hytting, K. (1999). “Oil in ammonia refrigeration plants.” Proceedings of the International Institute of Ammonia Refrigeration, Dallas. TX.
International Standard ISO 2909:2002 Petroleum products — Calculation of viscosity index from kinematic viscosity. International Organization for Standardization, Geneva, Switzerland
IP239:2007 Determination Of Extreme Pressure And Anti-Wear Properties Of Lubricating Fluids And Greases – Four Ball Method (European Conditions), Energy Institute, London, UK Ikeda H., Kaneko, M., Tokiai T., Yoshii A., and Suto H. (2006). “Evaluation of lubricants for a carbon dioxide automobile A/C system.” SAE 7th Alternate Refrigerant Systems Symposium, June 29.
Ikeda, H., Yagi, J., and Kawaguchi, Y. (2004). “The development of PAG refrigeration lubricants for hermetic compressors with CO2 .” Proc. Int. Refrigeration and Air Conditioning Conf., Purdue, West Lafayette, IN.
Kaneko, M., Ikeda H., and Kawaguchi Y. (2004). “The development of capped-PAG refrigeration lubricants for automotive A/C with CO2 and HFC152a.” SAE Automotive Alternate Refrigerant Systems Symposium, Scottsdale, Arizona, USA. July.
Kaneko, M., Ikeda, H., Tokiai, T., Nagao, S., Suto, H., Tamano, M. (2008). “The development of PAG-PVE copolymer (ECP).” Proc. Int. Symp. on New Refrigerants and Environmental Technology, JSRAE, Kobe, Japan. p. 376–388.
Kawaguchi Y., and Boenninger D. (2004). “Evaluation of various compressor lubricants for CO2 -refrigeration system.” VDA Alternate Refrigerant Winter Meeting, XP001223991, pp. 1–30.
Nunez, E.E., Demas, N.G., Polychronopoulou, K., and Polycarpou A.A. (2008). “Tribological study comparing PAG and POE lubricants used in air-conditioning compressors under the presence of CO2 .” Tribology Transactions, 51(6), 790–797.
Oberle, J., and Rajewski, T. (1997). “The development of lubricants for ammonia refrigeration systems.” Proceedings of the International Institute of Ammonia Refrigeration, Alexandria, VAO’Neill, P.A., and Rajewski, T.E. (1994). “Lubricants for use in ammonia systems.” Institute of Refrigeration. One Day Conference, “Ammonia Refrigeration Today,” London, UK
Rajewski, T., and Lilje, K.C. (2000). “A review of lubricant chemistry for use in ammonia refrigeration systems.’’ Proceedings of the International Institute of Ammonia Refrigeration, Nashville, TN
Rajewski, T., Tolfa J.C., and Li, H. (2004). “Lubricant composition for ammonia based refrigerants with good seal performance.” US Patent 6,677,284.
Randles, S.J., Pasquin S., and Gibb P.T. (2003). “A critical assessment of synthetic lubricant technologies for alternative refrigerants.” Xth European Conference on Technological Innovations in Air Conditioning and Refrigeration Industry, Politechnico di Milano, June 27–28.
Rohatgi, N.D., and Spauschus Associates, Inc. (2010). “Stability of candidate lubricants for CO2 refrigerant.” ASHRAE 1409-RP, Atlanta, GA
Seeton, C.J. (2006). “Viscosity-temperature correlation for liquids.” Tribology Letters, 22(1), 67–78.
Seeton, C.J. (2014). “Low global warming potential (GWP) refrigerants with associated next generation lubrication technology.” Chillventa International Exhibition, Technical Programme, Nuremberg, Germany.
Seeton, C., Fahl, J., and Henderson, D. (2000). “Solubility, viscosity, boundary lubrication and miscibility of CO2 and synthetic lubricants.” Proc. Int. Refri. Conf., Purdue, p. 417–424.
Seeton, C.J., and Hrnjak, P. (2006). “Thermophysical properties of CO2 -lubricant mixtures and their effect on 2-phase flow in small channels (less than 1 mm).”
Proceedings of the 11th International Refrigeration and Air Conditioning Conference at Purdue, Paper R170. Short, G.D. (1985). “Hydrotreated oils for ammonia refrigeration.” Proceedings of the International Institute of Ammonia Refrigeration, San Antonio, TX S
hort, G.D. (2009). “Lubricating oil compositions using polyalkylene glycol derivatives.” US Patent 7, 628, 993.
Spauschus, H.O., and Henderson, D.R. (1990). “New methods of determining viscosity and pressure of refrigerant/lubricant mixtures.” Proceedings of the 1990 USNC/ IIR Purdue Refrigeration Conference, Purdue University, West Lafayette, IN.
Takahashi, H. (2000). “An introduction of miscible refrigeration oil for ammonia refrigerant.” Refrigeration, 76(868), 111114.
Weaver, B., Younan, A., Dimond, T., Wang, Z., Allare, P., and Clarens, A. (2013). “Properties and performance of gas-expanded lubricants in tilting pad journal bearings.” Tribology Transactions, 56, 687–696.




