






APPLICATIONS OF THE AMMONIA LOW PRESSURE RECEIVER TO SMALL COMMERCIAL SYSTEMS
by S. Forbes Pearson
Introduction
The so called Low Pressure Receiver system has been the subject of several papers since it was first introduced in 1972 However, the present situation in which ways are being sought to replace the excellent refrigerant, R22, with more environmentally friendly refrigerants would seem to provide opportunities for an extension of the application of ammonia LPR systems.Small, site installed, commercial systems are a major source of refrigerant leakage.
Most of the synthetic refrigerants that are being used as replacements for R22 produce system efficiencies that are lower than the efficiencies that can be achieved using R22. Using ammonia as a replacement can produce higher efficiencies and eliminate any environmental consequences of leakage.
The present article attempts to show where and how ammonia LPR systems could be applied to small commercial refrigerating systems.
System Size
There is no upper limit to the size of system to which the LPR may be applied but, where the added cost and complexity of pump circulation becomes a small fraction of total cost, there is little benefit in using the LPR system unless it is very important to minimise refrigerant charge.
There is, theoretically, no lower limit to the size of system that could be operated using Low Pressure Receivers. The Low Pressure Receiver system is very similar in concept to the systems used in domestic refrigerators where there is an “accumulator” in the suction line and heat exchange between capillary tube and the liquid line. LPR systems have not been used for duties lower than about 20kW. There is no need to use ammonia in domestic refrigerators because isobutene (R-600a) is even better suited to that application. However, the flammability of R-600a suggests that low charge ammonia systems would be better suited to small commercial applications provided some inherent problems were solved.
Problems include the unavailability of semi-hermetic compressors for ammonia, the incompatibility of ammonia with copper and zinc, high temperatures at compressor discharge, low specific heat and low mass flow of ammonia that renders it less suitable for motor cooling by flow of suction vapour and lack of miscibility with ammonia of the lubricants normally used with ammonia.
None of these challenges is insurmountable but cost and reliability would be major factors in gaining acceptance of small ammonia LPR systems.
Compressors
Ammonia semi-hermetic compressors have already been produced using aluminium windings and ammonia resistant insulation. Canned rotors have also been used for smaller compressors as has been done for hermetic pumps. However these are of low efficiency. Aluminium windings would appear to be a better solution. The application of small aluminium motors to hermetic ammonia compressors will depend on whether it is considered that there would be a market for them.
Materials
It is feasible to use aluminium or stainless steel instead of copper or brass in small ammonia systems. Costs should not be significantly different. Mild steel could also be used but the author considers that possible corrosion of thin-walled tubing should rule it out. Bundy tubing should not be used because it is brazed using copper.
Compressor and Motor Cooling
High discharge temperatures could present a problem if reciprocating compressors were used in hermetic ammonia systems but problems would not arise if screw or scroll compressors were used. It is understood that scroll compressors for use on ammonia have been developed in Japan. Motor cooling could be done by circulating oil from the motor to the oil cooler that would be required by scroll or screw compressors. This would allow operation at high pressure ratios and low mass flows.
Lubricants
Automatic operation of a very small ammonia LPR system would benefit from use of a miscible lubricant such as a poly-alpha-glycol (PAG). PAG lubricants are very hydroscopic but, provided care is taken not to leave the lubricant exposed to atmosphere, this is not a significant problem when using ammonia. On the occasions when PAG lubricants have been used with ammonia, the author has not experienced problems but would prefer PAO lubricants for larger systems.
Use of a miscible lubricant would greatly simplify return of oil from the Low Pressure Receiver.
A simple distillation device of the type used with miscible refrigerants could be used. Such devices operate only when the system is running and they reduce the concentration of oil in the LPR to a level at which the oil returned balances the amount of oil that is being carried over.
Expansion Devices
Packaged systems using halocarbon refrigerants often use capillary tube expansion devices or short tube orifices. Such devices are surprisingly efficient and are simple and trouble free. Unfortunately, though they are simple to make, performance is difficult to calculate because of the many variables involved.
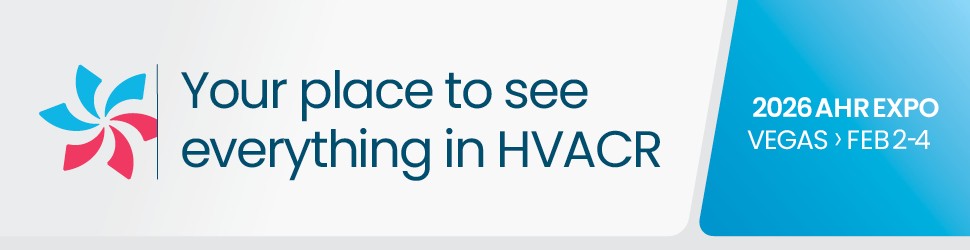
In 2004 Payne and O’Neal (ref 1.) carried out experiments on several refrigerants and produced empirical formulae that matched the data.
The formulae confirm the fact that short-tube orifices are capable of passing much greater mass flows under conditions where the refrigerant, at the inlet to the orifice, is sub-cooled as opposed to conditions where the refrigerant is in the form of wet vapour.
It was concluded by the author that, if the heat exchanger below the LPR vessel were arranged to be vertical and if short-tube orifices leading from the high pressure side of the heat exchanger to the low-pressure liquid line were placed near the top and bottom of the heat exchanger, the upper orifice would act to modulate the mass flow according to the degree of wetness at its take-off point. This would result in the heat exchanger being flooded with high pressure liquid in the process of being sub-cooled; while the condenser and the line leading from it to the heat exchanger would be effectively drained. See Figures 3. and 4. This is the same effect that is produced by the relatively complicated float control of remote expansion valve that is used in the larger systems.
The tests of Payne and O’Neal were carried out using R12, R134a, R502, 407C and R410A. Their empirical equations were used to estimate orifice performance of the more environmentally friendly refrigerants R717 (ammonia), R152a, R1234ze, R1234yf, R290 (propane) and R744 (carbon dioxide). It would be desirable to confirm by experiment that the assumptions made in the calculations can be justified but this has not been done.
Active spread sheets were devised so that by entering, refrigerant, orifice dimensions, condensing temperature and sub-cooling, or inlet dryness, the mass flow through the orifice could be displayed.
Figure 1. shows a calculation for mass flow rate of ammonia through a 2mm diameter orifice under sub-cooled conditions.
Figure 2. shows a calculation for mass flow of ammonia through a 2mm diameter orifice under similar conditions except that the condition at inlet is 50% dry.
It can be seen that the mass flow of the wet vapour is only 13% of the mass flow obtained when the ammonia liquid at inlet is sub-cooled by 15K. This indicates that the proposed method of level control is feasible.
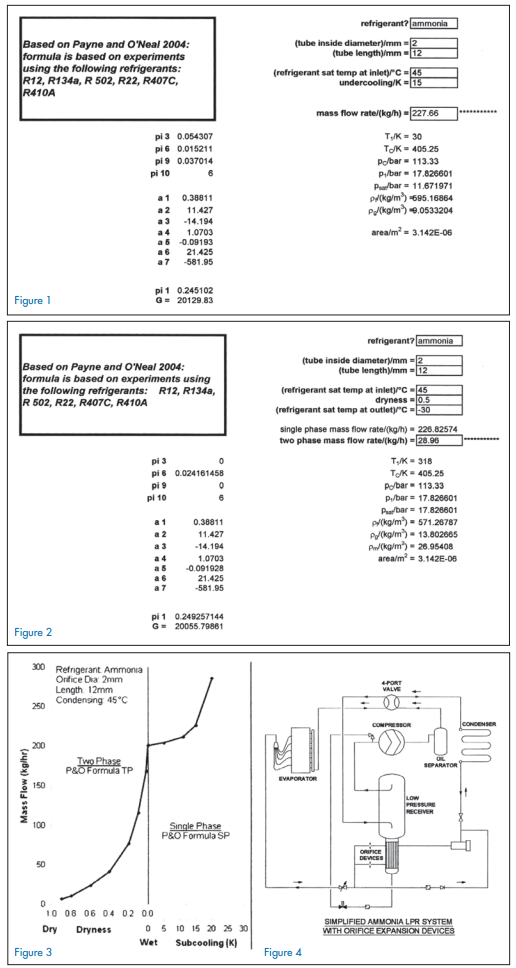
Figure 3 shows mass flow through a particular orifice versus inlet condition and Figure 4 shows the circuit diagram of a suitable type of LPR system.
Control of liquid level at the top of a vertical heat exchanger would allow the absolute minimum charge of ammonia.
The liquid line from condenser to heat exchanger would be drained and the “liquid” line from orifice to evaporator would contain significant quantities of flash gas.
The cooler would contain a very small proportion by volume of liquid ammonia, spread evenly over the inner surface of the aluminium tubes by their special internal treatment.
The wet return line from cooler to LPR would contain an even smaller proportion of liquid ammonia than the cooler and the LPR need contain only enough liquid ammonia to flood the heat exchanger.
In practice, the system would be charged with sufficient ammonia to allow for the variation in charge required by the cooler under different conditions of loading.
Pressure drop in the cooler is minimal because of the small quantity of liquid ammonia that is present. Similarly pressure drop in the wet return line would be comparable to pressure drop in a dry expansion system because of low rates of overfeed.
In practice, it has been found that efficiency of the LPR system using aluminium air coolers can be higher than efficiency of pump circulated systems because of the high coefficients of heat transfer that can be obtained and because of low pressure drops.
Conclusions
- Low Pressure Receiver refrigerating systems have been in use for many years.
- Such ammonia refrigerating systems can be as efficient as any other system.
- Such refrigerating systems can operate unmanned.
- Such refrigerating systems could be fully sealed.
- Such systems can operate with even lower charge than DX systems.
- Methods have been devised that would allow design of very small systems.
Acknowledgements
The author would like to thank the Directors of Star Refrigeration Ltd for permission to publish this paper.
Thanks are also given to Mr A D Small for his excellent work in adapting the empirical formulae to Payne and O’Neal to various environmentally friendly refrigerants.
The author would also like to thank the Directors of the International Institute of Ammonia Refrigeration for inviting him to write the paper and for their technical help over many years.
References
- Payne W V & O’Neal D L. A Mass Flow-rate Correlation for Refrigerants and Refrigerant Mixtures Flowing Through Short Tubes. HVACR Research Journal 902g 2004.




