2025 Technical Paper #3
Connecting Cooling and Process Heating in Industrial Applications with Natural Refrigerants
Author: Felix St-Germain, Refrigeration Engineer, Laporte Engineering, Ivan Rangelov, Business Development Manager, Industrial Heat Pumps, Danfoss
Abstract
The need to decarbonize industrial facilities is greater than ever. One technology that will play a large role in reducing carbon emissions is industrial heat pumps. With hundreds of different combinations of industrial heat pump systems, engineers and designers need to understand which technology is appropriate for their specific process. This paper introduces the different applications and technologies of industrial heat pumps. Typical system layouts are presented and explained, with a focus on efficiency comparisons. The technologies are also compared in a specific scenario applicable to dairy processing plants and are categorized by efficiency and swept volume. The applications are divided into different categories of heat users and the technology overview is divided into system layout and examples. Simulation results show that the ammonia refrigerant installed in cascade on the high stage of an existing refrigeration system is the most efficient way to decarbonize while ensuring maximum efficiency
Introduction
There are three megatrends which are challenging Industry’s future energy supply:
Urbanization:
Growing population and results in higher energy demand. More food processing, more data centers, etc. The new energy demand must not come at a cost of air quality.
Climate change:
Fighting the climatic challenges by decarbonization is not new as a concept, and it has picked up momentum in both Legislation in some regions (EU-Council, 2023) and in business (Meyer-Kirschner & Dorn, 2022).
Energy crisis:
The war in Ukraine that started in 2022 has two major consequences for the energy sector. Firstly, natural gas prices in Europe have been fluctuating > 50% in 2022. Secondly, due to insecurity in future supply of natural gas, Industry is very much focused on decoupling from it and replacing gas boilers with alternatives. (Pachai, Hafner, & Arpagaus, 2023).
As a combination of these three trends, we are seeing a vastly increasing demand from the industry for sustainable solutions in sector integration, decarbonization and securing a more independent and future proof energy supply by reducing the reliance on fossil fuels.
Potential Solutions
Heat pumps (HP) are one technology that has great potential to provide process heat for the industry, with opportunities for applications in Food & Beverage (F&B), Pulp & Paper, Pharmaceutical, Chemical industries, etc. The current level of readiness for processes heating applications requiring sinks up to 100°C (212°F) is fairly mature. However, the current state of the technology is insufficient to completely replace gas boilers for industry processes as there is also some demand for process steam generation.
There are many prototypes of heat pumps tested in the field, which can deliver heat up to 120-140°C (248-284°F) but are not yet commercially available. There are also some early demonstrations of HPs delivering 140-160°C (284-320°F) sinks. If we look into water as a refrigerant, some small-scale systems delivering 160-200°C (320- 392°F) sinks are also in development. Some studies and solutions implemented by the industry suggest that for temperatures above 200°C (392°F), it is beneficial to use electricity directly rather than heat pumps (IEA, 2022).
However, it is hard to select or map the optimal HP technologies for a given industrial application due to multiple combinations of refrigerants, system layouts, components selection, control algorithms, service and trained personnel availability, as well as system integration.
This paper aims to demonstrate the application mapping in a dairy milk processing facility, provide an overview of relevant heat pump technologies, and illustrate how these technologies can be integrated into specific processes.
Application Overview and Potential
When burning fossil fuels, it is easy to heat up the heat carrier fluid to higher temperatures, since the flames burn at a high temperature. Often, process heat in F&B is designed for temperatures well above 100°C (212°F) often 5 bar (72.5 psi) steam, even if the real process need is below 100°C (212°F) (Hoffmann, 2023). Heat pumps operate differently; unlike the gas burners, the performance of heat pumps is strongly dependent on the temperatures.
Every 1K increase of temperature decreases COP by 1,6% and decreases capacity by 0,3%. On the cold side, every 1 K increase in source temperature improves COP by 2% and capacity by 2% (Johnson Controls White Paper, 2023). These values are approximated and only for ammonia (NH3). Thus, if possible, designers should lower the temperature required for the process to achieve optimal heat pump operation. However, this modification in existing sites may be complex and expensive.
Significant amounts of industrial heat processes are < 100°C (212°F) and addressable with already existing and mature heat pump technologies. However, the potential for heat pumps able to deliver heat sinks in the range 100°C – 200°C (212°F – 392°F) is at least two and a half times bigger, as seen in Figure 1 below:
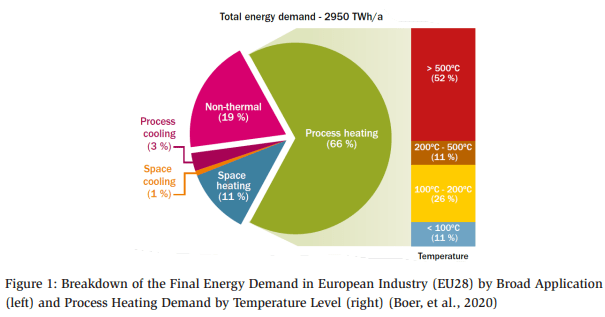
According to the graph in Figure 1, the addressable heat demand for industrial processes <100°C (212°F) is around 11% from the total annual process heat demand in the European Union. For processes requiring 100°C – 200°C, the demand is 26%. The total is 37% and corresponding to 723 TWh/year-equivalent, or 82,500 MW demand, running 24/7 for a full year.
The potential for decarbonation with heat pumps is there. The next step is to understand the process heat requirement in the targeted industry before selecting the most suitable heat pump technology and plan its system integration.
Table 1 below shows that with already proven and market available heat pump technologies below 100 °C (212°F) heat sink, a lot can be reached – practically (almost) all demand for hot water for cleaning/washing and space heating. Heat sinks above 100 °C (212°F) are still required to disconnect from fossils completely and some main sectors are: Food & Beverages, Pulp & Paper, Chemicals. In these industries, the main processes where a heat pump can be applied can be identified: drying, evaporating, boiling, pasteurizing, sterilization, distillation, etc.
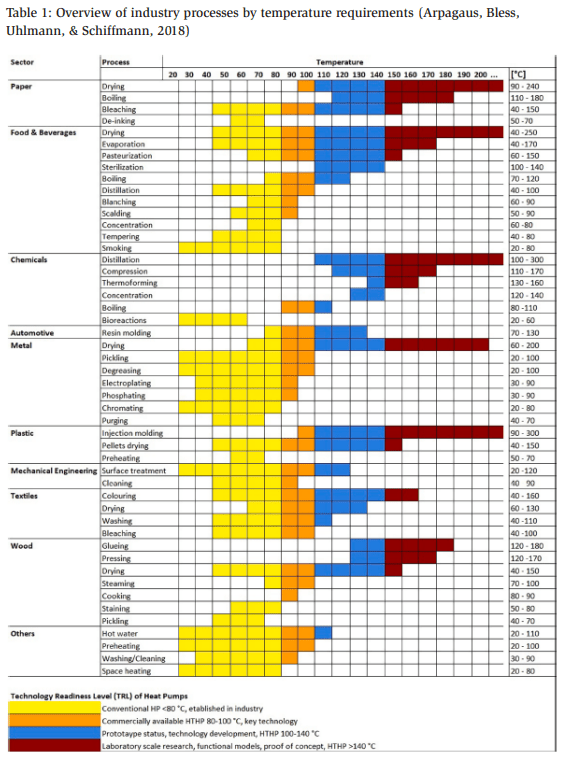
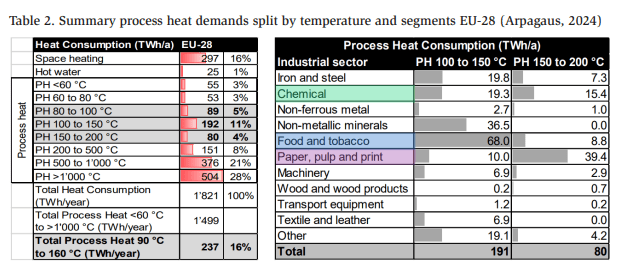
Table 1 shows a summary of process heat demands split by temperatures and segments, based on annual EU-28 (Arpagaus, 2024). For heat pumps, the best potential is in the range of process heat needs 100 – 150°C (212 – 302°F) is 11%, followed by 80 – 100°C (176 – 212°F) with 5% and eventually 150 – 200°C (302°F – 392°F) with 4%. Furthermore, Food & tobacco (including pharma) is clearly the higher share of addressable heat demands with heat pumps compared to all the rest – about 36% of all process heat between 100 and 150°C (212 – 302°F) heat sinks. This fact together with the fact that Food processing is always connected also to refrigeration makes it an obvious place to start electrification of process heat with heat pumps.
To summarize, applications mapping for industrial processes where industrial heat pumps can be applied is not an easy task.
- Market-available and proven heat pump technologies can cover a considerable share of applications for process heat. When HP technologies can supply hot water and steam above > 100 °C and < 200 °C, the addressable share will be significantly higher. This can decouple completely many industrial processes from fossil fuels.
- We can split industrial processes for high temperature heat pumps into two steps:
- 100 to 150 °C and;
- 150 to 200°C
- There is not one clear industrial process demand split in the different sectors. Results vary on assumptions, combination of processes, available data and scope. One approach that can be used implementing heat pumps in a design is to avoid categorizing specific technology to a specific sector but rather investigate the concrete application in the specific industrial process and to challenge the process engineering design to verify minimum viable temperatures with which the processes can work.
- There are generally three main fields of application of high temperature heat pump for industrial processes.
- Hot dry air (drying milk for protein/milk powder, drying or preheating foods, etc.)
- Hot water (cleaning of equipment, boiling/thermal treatment of product, washing bottles and tanks, pasteurizing, etc.)
- Steam generation (low pressure)
Application Mapping
As seen in previous sections, heat pumps can be used in many applications that need hot fluid. These applications can range from commercial or institutional to heavy industrial area. Having a choice of multiple different technologies is a great asset for engineers and end-user to maximize energy efficiency in building along with accelerating decarbonation at a very fast rate.
The applications that are most understood by refrigeration engineers and designers currently are:
- Food and beverages
- Recreational facilities (ice rinks and pools)
- Pharmaceutical processing industry
In the next sections, the different applications will be described along with possible heat pump implementation within the industry.
Food & Beverage
The heating and refrigerating requirements for the Food & Beverage (F&B) industry are relatively well understood by refrigeration engineers and a large amount of technical information is available. Within food processing facilities, there are several applications that are predisposed to transition to using industrial heat pumps. For example, a meat plant which uses a lot of domestic hot water for sanitation purposes.
In these types of plants, a daily shift is used to clean all machinery, walls and surfaces. This sanitation period uses a large quantity of hot water that is often heated by either a gas boiler, or some level of heat recovery from the refrigeration system. Some end users prefer using gas boilers for their hot water demand because they feel that it is simpler and can act on demand. While it is true that gas boilers may be simpler to install, the total cost of ownership can be substantial because of the constant demand for expensive natural gas. A very efficient gas boiler has an efficiency of 90%, while a heat pump can have COP of typically 3, but also up to 5 or 6, depending on the application and technology.
A very important factor is that traditionally cooling in F&B industry is provided by a refrigeration system, while heating is from fossil fuel boilers. These are disconnected systems, where heat from the cooling system is wasted into the environment. If cooling and heating are connected, this heat can be recovered as a source for heat pump and fossil fuel saved or completely decommissioned.
Another application for F&B industrial heat pump in northern climate is air heating. Some food processing plants consume a large quantity of fresh air in order to maintain air quality within the production spaces. This fresh air must be heated to the occupied space temperature or above if no other source of heat is present within the room. For large plants, we usually see a large natural gas steam boiler, with an efficiency of around 85%, distributing steam to a steam/glycol heat exchanger. Propylene glycol is commonly used in food processing facility for cooling and heating because of its food safe characteristic. This series of cascading fluids implement large inefficiencies in the system that ends up being extremely costly for end-users.
Typically, air heating coils in air handing units are sized at very high fluid temperatures in order to decrease coil size, therefore reducing the static pressure for the fan. This results in glycol temperatures up to 82°C (180°F) needed at the coil. Since most end-users do not wish to replace all their air handling units, in the case of a carbon footprint reduction project, heat pumps can be used that result in high temperatures fluid.
Also, if this type of facility already uses an ammonia system, which is commonly used in this type of application, it is possible to install an add-on ammonia heat pump on the heat rejection side of the refrigeration system. With suction temperature up to 18°C (65°F) and condensing temperature at up to 90-95°C (194-203°F), a single ammonia screw compressor can produce up to 3.5 MW (12,600 MBH) at a COP of 3.94 in heating with one 1,500 HP motor as per some manufacturers.
It is important for the designer to take into account, when using refrigeration system heat rejection as a heat source, that both systems may not always operate at the same time, meaning that the heat demand might not coincide with the refrigeration demand. In this case, load balancing must be made between heating and cooling loads. It is important that cooling and process heat generation are decoupled from each other. Often multiple sources need to be employed, and sometime, an alternate solution still needs to be implemented as a back-up in order to ensure reliable operation.
Recreational facilities
In ice hockey arenas, every designer knows that humidity is a constant problem that must be dealt with extensively in order to prevent fog above the rink. There are multiple technologies that exist for package dehumidifier on small size communal arena, and they work very well. Some of those technologies include desiccant dehumidifying with regeneration.
On large arenas with multiple rinks, special attention must be given by the designer about the refrigeration system heat recovery and all possible heat requirements. In the case of ice rink, many larger ones use a heat pump on the refrigeration heat rejection loop in order to maximize energy efficiency and carbon footprint.
Two key areas use hot water, the ice resurface (Zamboni) uses hot water to evenly surface the ice between usage and air heating in cold climates. The resurface can use around 250 gallons of water per resurfacing, with temperatures up to 65 °C (150 °F) for some technologies. In this case, if a CO2 heat rejection system is used for the refrigeration plant, there is no need to add a heat pump as some of the CO2 heat can be recuperated. This is only true if a water storage unit is installed as only a small portion of the CO2 heat rejection can be used for this temperature while being efficient.
Pharmaceutical processing industries
Because of the nature of pharmaceutical industries, there is no single heat pump technology that can be used. Every pharmaceutical process is different as chemicals used have different characteristics and are used at different steps in the process. This is why involving a design engineer early on in the conceptual design is critical in order to maximize building efficiency and reducing the carbon footprint.
On the HVAC side of the pharmaceutical industry, there are almost always large dedicated outdoor air systems (DOAS) that are necessary to keep classified rooms with a constant large flow of clean air. This air must be heated in the winter in colder climates, and the result is often large steam boilers and steam/glycol heat exchangers are used to heat fresh air. This creates once again large inefficiencies in the system and increases building carbon footprint. On the other hand, most large processing facilities have constant large demand for cooling in the process, or for coolers and freezers. The heat rejection of the chillers or refrigeration system can be used as a heat source for heat pumps in order to decrease reliance on fossil fuels.
The demand for steam is still quite omnipresent for some processes and/or air humidification, therefore a steam boiler might still be required. Fortunately, as technology advances with hydrocarbon heat pump system, low pressure steam could be produced by heat pumps as well and then recompressed to higher pressures using an MVR (mechanical vapor recompression) cycle.
Industrial Heat Pump Technologies Overview
There are various refrigerant selection possibilities for industrial heat pumps varying among others: application, temperature span, COP, GWP, toxicity, local regulations, availability of components and service, experience with existing equipment, future proof solution, etc.
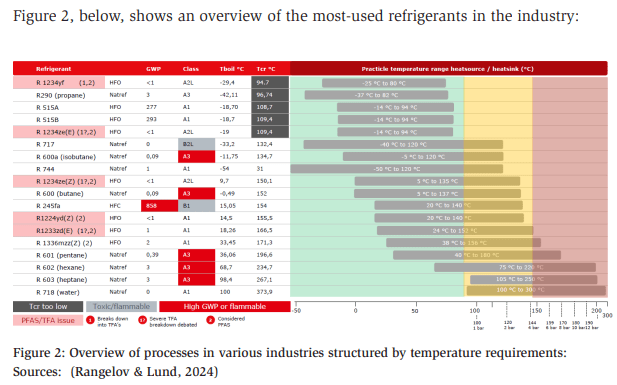
The data in Figure 2 can serve as a basic comparison of different refrigerants for high temperature (HT) IHPs, based on several factors:
- Natural or synthetic
- low and high GWP;
- Critical temperature
- Toxicity or/and flammability (classification);
- Practical lower and upper limits of operation;
- Generic technology readiness
- Green: commercially available;
- Yellow: demonstration and proof of technology phase, not far from market;
- Red: lower TRL, concept phase, substantial R&D resource may be required;
System layouts
Various layouts can be seen in the industrial field. This paper focuses only on applications which can provide cooling and heating, as it is needed in F&B sector, and has a basis two system layouts – one for new projects, and another for refurbishment of existing sites. Since there might be a difference in concurrence of cooling and process heat needs, as well as load profile, it is a key to design the systems in a way that cooling and heating can either occur simultaneously, as well as decoupled from each other with the necessary heat storage design.
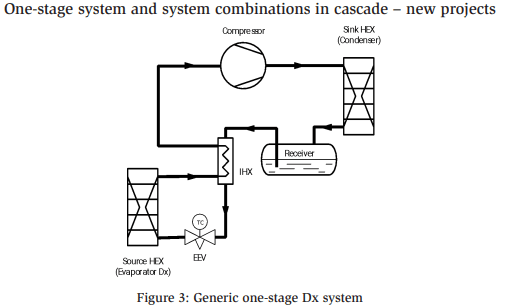
The sketch in Figure 3 shows a simplified one-stage refrigeration cycle: harvesting the heat from the heat source in the evaporator (e.g. air, water, waste heat, etic), and lifting to the required sink level in the condenser. An internal heat exchanger between the high-pressure liquid line and the gas suction line improves overall efficiency by subcooling the condensate and superheating the suction gas to compressor. This is a standard system which can be used with multiple refrigerants – hydrocarbons (such as R600/R600a, R601/R600a, as well as synthetics (such as 1234ze, 1233zd(E), etc.).
In the F&B industry, however, it is rare that only one one-stage system can achieve a sink above 100°C with a reasonable COP if there is also a cooling demand. And it is also not possible to address both cooling and process heat demand with such systems. Therefore, in reality, it is required to combine two or more of these systems in cascade.
How to combine one-stage systems in cascades? Using the simulation tool from one of the authors, with integrated Bock compressor’s envelopes, Figure 4 outlines how can multiple refrigerants – both hydrocarbons and synthetics, be combined in cascades for both cooling and different levels of process heat.
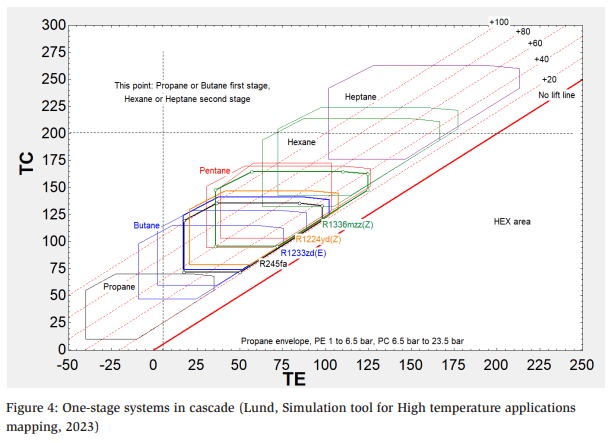
Using a simulation tool (Lund, 2023), with integrated semi-hermetic piston compressors (Danfoss Bock, 2024), Figure 4 outlines how can multiple refrigerants – both hydrocarbons and synthetics, be combined in cascades for both cooling and different levels of process heat. Example: if the evaporating temperature is 5°C, and required condensing is 200°C, it is obvious that there is not one envelope covering both temperature levels. Therefore, we must split into two one-stage systems with a reasonable overlap of low cycle condensing and high cycle evaporating temperatures, which can be assumed to be 15-20K for reliable operation. In this example, both propane and butane are good refrigerant for the lower stage of the cascade system, while hexane and heptane could be used for the higher stage. Propane can, with this compressor, condense at 10 to 65°C while the lowest evaporating temperature for Hexane is 63°C.
When allowing for the temperature difference in the cascade cooler, this allows for a very narrow band of operation, that is deemed to be too narrow to allow for a normal regulation of this system. Thus, propane cannot be considered as a refrigerant in this application. Isobutane can condense at 47 to 114°C and Butane at 59 to 129°C making both refrigerants a viable option for the lower stage.
New project example: three stage refrigeration/heat pump system for brewery
This approach is suitable for new construction projects, where both the refrigeration and process heating system are adjusted to the real needs in the plant in terms of required temperatures for cooling and process heating. There are already demonstration projects and field tests, with existing and available compressors. One of them is the SuPrHeat project, where a cascade heat pump with R600/R600a for the low stage and R601/R601a for the high stage, is built with semi-hermetic piston compressors (Zühlsdorf, 2023). This is the first part of this project, and the system is running at Danish Technological Institute (DTI) in Aarhus (Denmark) since the summer of 2023.
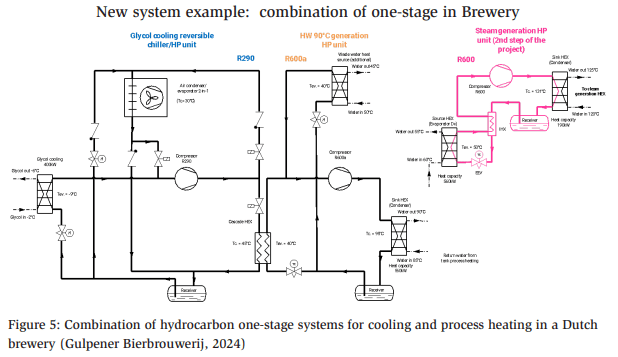
The configuration in Figure 5 is an example of how both cooling and process heating demands inclusive steam in a F&B plant – in this case a brewery, can be entirely met with combination of hydrocarbon systems. Moreover, cooling and heating are completely decoupled from each other.
- Cooling system (1st stage): glycol cooling to -6°C in a brazed plate heat exchanger (BPHE) with a reversible R290 chiller/heat pump system. There is a 2-in-1 air condenser/evaporator unit to allow dual operation. There are 3 operation scenarios: cooling only, process heating only, simultaneous cooling and process heating.
- Hot water 90°C generation (2nd stage): The second stage of the cascade system is a R600a heat pump system. The target is to deliver 90°C process hot water with condensation in a BPHE at 95°C (sink). Source can be waste heat from the first stage when in operation, or waste heat from processes stored in a water tank. Both sources enable evaporation in the range of 40°C. Depending on availability, the process can be switched between both sources.
- Steam generation at 120°C (3rd stage): Low pressure steam demand is met with a R600 heat pump, using source return water to the second stage in the range of 70- 80°C, and condensing at 131°C in a BPHE. This application generates pressurized hot water at 125°C. Downstream of this hot water heat exchanger, there is another heat exchanger that generates steam at 120°C.
The OEM and installer (Servex, 2024) used semi-hermetic piston compressors type HG88e/ 3235/4 S HC (Danfoss Bock, 2024) in all circuits and already installed the 1st and 2nd stage and commissioned them in January 2024. The steam generating heat pump (3rd stage), which is the second step of the project, will is installed in the first half of 2024.
Existing industrial refrigeration system with add-on heat pump for hot water and steam generation – both refurbishments and new projects
If there is an existing refrigeration system on site, and refurbishment is required in order to also cover the process heat demand where part of it is steam, the same approach can be taken; map the existing refrigeration system and integrate an add-on heat pump to lift the temperature to the required application process heat requirements. An example of how this can be done is in Figure 6 below.
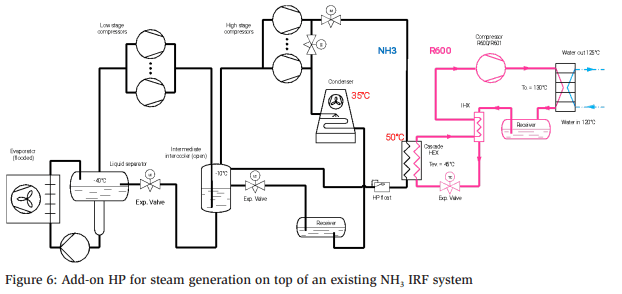
The layout in Figure 6 illustrates one possible solution for integration of a steam generating heat pump on the second stage of an existing NH₃ two-stage typical IRF system, which can be seen in most of the F&B plants.
- Cooling system: two-stage NH3 with open intercooler (in this case) and two temperature levels: -40°C and -10°C, which can vary depending on the application. Waste heat is sent to an air-cooled condenser, and typical condensing design temperatures are approximately 35°C (ambient temperature/relative humidity dependent). This generic layout, with some variations, can be seen in multiple existing F&B applications globally.
- Process heating: one-stage Hydrocarbon (e.g. R600) system on the second stage of the NH3 IRF system, where the discharge of one (or more) of the high stage NH3 compressors can be sent to a cascade heat exchanger connected in parallel to the air-condenser. When there is demand from the process side, instead of all sending all the NH3 hot gas to an outdoor condenser, part of it is directed to the cascade HEX, which becomes a source for the second stage. The sink is a BPHE, where the hydrocarbon refrigerant condenses at, in this example, 130°C and heats up water up to 125°C. Downstream, low-pressure steam will be generated at 120°C, analogically to the example in the previous paragraph.
Key take aways – decoupling industrial processes from fossil fuel boilers:
- Mapping all cooling and heating requirements (temperatures, capacities, sources availability) enabled correct refrigerant selection for each system, with design matching the temperature request. With gas boilers this would not be the case.
- Decoupling cooling and refrigeration system by making the chiller reversible and enabling use of multiple heat sources, makes the system as flexible as it would be with burning fossil fuels.
- Close collaboration between the process engineer’s factory, system designers and builders (OEM and installer) and manufacturer of equipment (in this example compressors) enables proper mapping of the real process needs and select the optimal system layout. It also helps the compressor supplier to find a solution, for a still new on the market and select the correct compressor and special oil.
Integration of Cooling and Process Heating in Dairy Processing
Dairy processing is an application that is very well known across North America and Europe as milk is used for drinks, to manufacture cheese and other derivatives like powder and infant formula. Some facility can process up to 1 million liters of milk per day (or more), with a large reliance on both heating and cooling processes to transform milk from a raw product to a pasteurized, ready-to-drink beverage. Because this application needs both large quantities of cooling and heating, it makes it the perfect application for heat pumps.
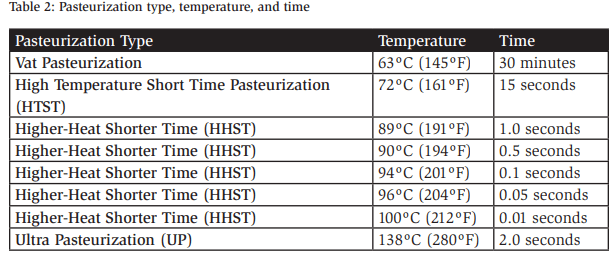
Milk processing needs an extremely important step, which is the pasteurization process. This process is critical in order to remove all types of bacteria that can be found in raw milk and make it ready for human consumption. The pasteurization type, temperature and time is mandated by the International Dairy Foods Association (IDFA).
Milk processing steps
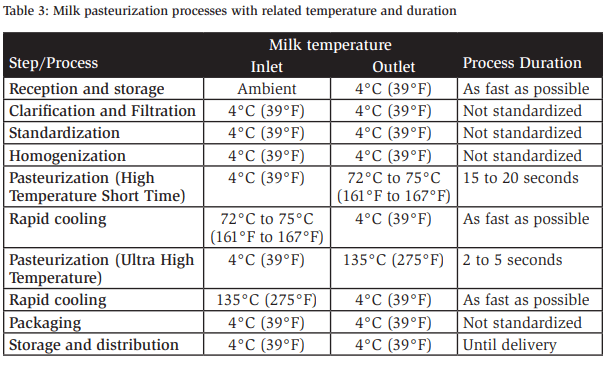
During the milk processing period, multiple steps in sequence are needed to ensure safe human consumption. These steps range from transportation to storage, heating and cooling processes. The heating and cooling processes are mandated by the local authority having jurisdiction and may change slightly from one jurisdiction to another, but they all contain the same basic steps, which are heating, followed by cooling. This is needed to pasteurize the milk. Table 3 displays all steps needed for a typical milk processing plant.
Refrigeration engineers and technicians are used to designing the refrigeration chiller of a dairy processing plant, but some also realize the potential of using heat pumps to reduce or eliminate the reliance on fossil fuels in the pasteurization heating process. Because of the high temperature needed, most dairy plants use natural gas boilers to heat food safe glycol, water or steam at temperatures high enough to pasteurize the milk in a safe and timely manner.
In order to periodically clean the milk processing heat exchangers, process engineers design Clean-In-Place (CIP) systems that circulate a mix of hot water and some chemicals like caustics and acid. These CIP systems often use steam to heat the chemicals mixture warm enough to activate the cleaning effect within the process heat exchangers and piping. Along with using warm glycol in the processes, dairy plants in northern climates also uses heat to warm the large air quantities needed in shoulder seasons and in the winter.
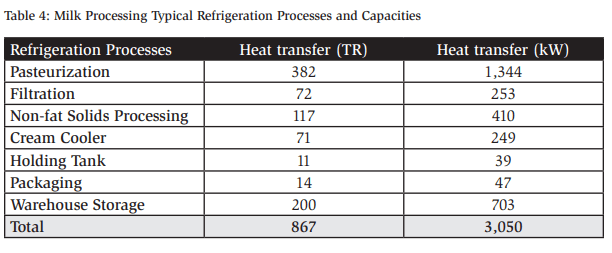
Milk processing cooling load mapping
Milk processing cooling requirements are substantial and are typically the driver for the implementation of large ammonia refrigeration systems. Figure 7 shows the cooling requirements for a typical milk processing facility that only pasteurizes, separates and packages raw milk product into pasteurized milk and cream. The total refrigeration capacity for this plant is approximately 1,200 tons of refrigeration (4,220 kW).
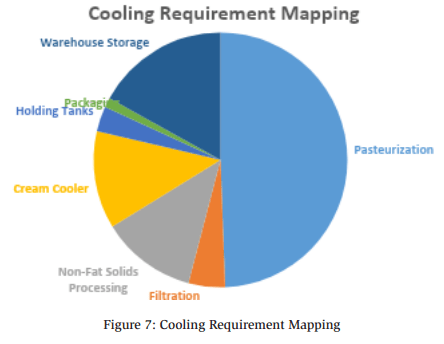
As seen in this graph, the pasteurization process is the most dependent user of a typical milk processing plant. The non-fat solids processing and the cream cooler users are also significant, utilizing around 25% of the cooling requirement. The warehouse storage user cooling requirement is weather dependent and can vary depending on the plant location, size and construction materials. Therefore, the cooling requirements cannot be scaled to different plant sizes.
On most dairy processing plants, the cooling load is not constant, therefore, a chilled glycol buffer tank is installed to mitigate the effect of fluctuating load. Buffer tanks should be designed to maintain user temperature requirement for a certain amount of time, which would coincide with the maximum user demand peak load. In the case of pasteurization, and because the load typically lasts only a few minutes at a time, the buffer tank is sized to last, for example, only 5 minutes before the supply temperature reaches high level. If the buffer tank is sized large enough, the refrigeration system size can be reduced significantly. This installation reduces compressor load swing, energy consumption and enhances reliability.
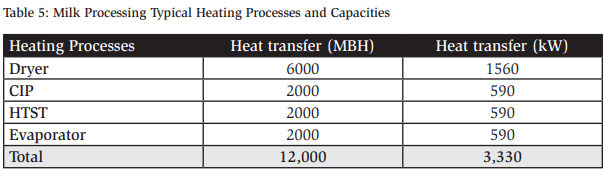
Milk processing heating load mapping
The reason why industrial heat pumps are an extremely interesting design option for milk processing facility is that there is a large heating load that more or less coincides with the cooling load. A simple way to implement heat pump there is simply to use the refrigeration system heat rejection as a heat source.
The main challenge with implementing heat pumps that work with heat rejection as a heat source is to ensure that the heat source is either constant, or that the heat pump only recovers a constant portion of the heat source. Outdoor condensers are adaptable to any changing conditions as they are only responsible for ensuring that the fluid that exits the condenser is a saturated, or slightly subcooled liquid by rejecting the necessary energy to the ambient air.
In order to operate the heat pump reliably, the refrigeration system functioning as the heat pump heat source must be designed to maintain a constant cooling load. This can be done by implementing large buffer tanks, or ice banks, that accumulate energy even when users do not require cooling. This implementation is much harder for a refrigeration system for cold storages as the cooling load is extremely weather dependent, and the heat load does not often coincide with the cooling load.
Some heat users for a standard milk/milk power processing plant can be as below:
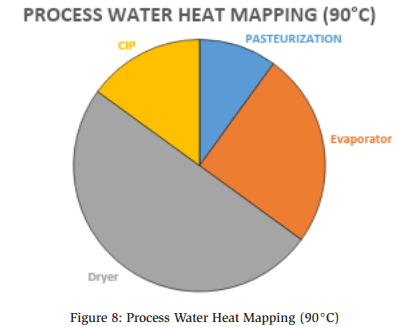
Some constant heat users could be the dryer and evaporator as they consume large quantities of products and transform it into milk power. Typically, these two users have been large consumers of steam because they require high process temperature in order to boil off the water content in the milk. Fortunately, new technologies have been installed in the past few decades like mechanical vapor recompression (MVR) that re-uses the steam condensate and compresses it back to steam. A hot water (90°C) first pass to increase milk temperature from ambient to around 80°C has been implemented in recent years in order to further reduce steam usage and therefore natural gas consumption.
Some non-constant users are Clean-In-Place (CIP) and the HTST. The CIP process uses heat the warm chemicals and caustics used in the cleaning process of some heat exchangers or tanks. This load happens periodically during the day for a short duration. The HTST also has warm water or glycol requirement for rapidly heating up the milk. This process is called pasteurization and is needed to eliminate certain bacteria in the milk that could be harmful to humans.
Pairing Heating Load and Cooling Load in Heat Rejection Heat Pumps
To proceed with the calculation needed for selecting the right heat pump technology, we must establish cooling and heating load. These numbers are hypothetical but represent an accurate share of process demand in a dairy plant.
Evaluation of Refrigerant Selection
When the selection of heat pump as a technology has been selected, there is a choice to make on which refrigerant to use, combined with the technology and design. This selection involves many different decisions that the designer needs to understand in order to align the design with the intended use. Some of the parameters that can impact the decision have been discussed previously, and include energy efficiency, decarbonization and CAPEX.
For the purposes of this exercise, here are the different technologies evaluated, and the assumptions and baselines that were used to adapt to a milk processing facility.
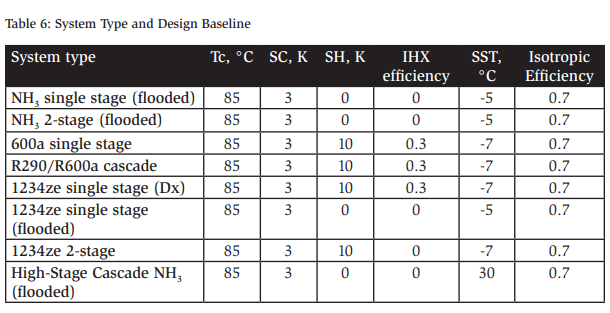
With the help of different software and internal calculators, we calculated the COPh and the swept volume. This can give indication on efficiency, but also CAPEX as the higher the swept volume, the larger the compressors, piping and vessels need to be.
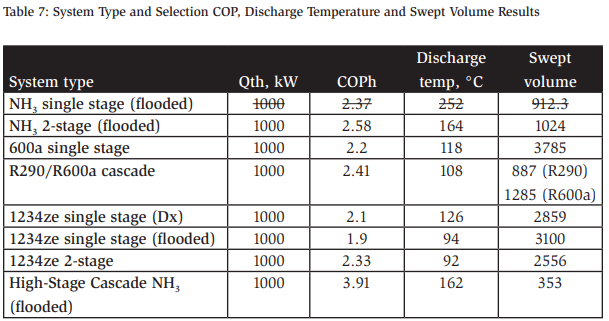
The single stage ammonia could not be possible in this scenario as the discharge temperature is too high to be sustainable. Otherwise, ammonia is more efficient than any other refrigerants tested. Also, ammonia has largely less swept volume than other refrigerants at the same conditions. Of course, all these results are made with simulation software, and compressors may behave differently in real life, with different isotropic efficiency and thus the designer should calculate the values for the specific process and refrigerant used.
Possible layout
There are two possible ways of implementing a heat pump to the application as seen in the previous chapter.
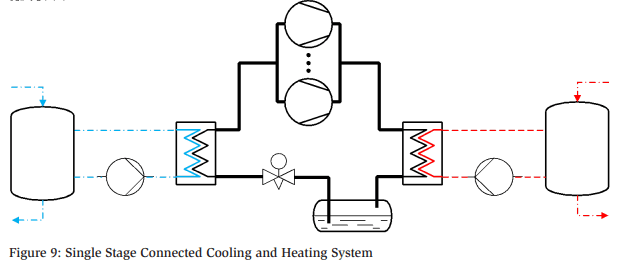
Single Stage Heat Pump Layout
The first layout is a dedicated refrigeration system that acts cool the glycol needed for milk pasteurization, while also producing heat needed for pasteurization. This layout can be easily implemented to an existing system with connection to buffer tank on cold and hot side.
High-Stage Cascade System
The second layout is already explored by many milk processing facilities that operate an ammonia refrigeration system, which adds a high-stage ammonia heat pump in the cascade. One of the main reasons why ammonia is installed in cascade rather than booster system is the type of oil needed for high temperature is different than for a refrigeration system. Separating both levels of temperature helps ensure that compressor oil is safe and reliable. For this application on northern climate or where a modulation of compressor head pressure is used, it is recommended to have a dedicated cascade compressor. This helps reduce energy consumption of the other compressors during the colder months by reducing the head pressure.
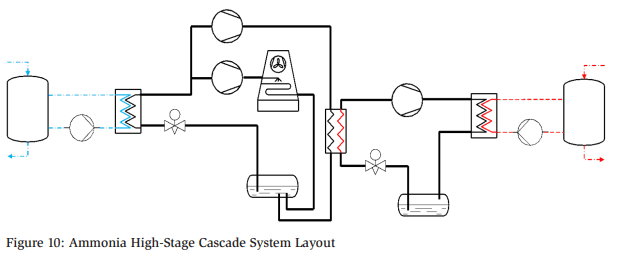
This second layout shows the best COPh from any layout mostly because the pressure differential that the compressor is achieving is much lower than other technologies. Also, many manufacturers offer this option as a package, which decreases risk for end-users, while having an efficiency baseline to measure the achieved reductions in fossil fuel consumption.
Conclusion
In this paper, we presented different industrial heat pump technologies and applications to decarbonize industrial facilities. Our finding demonstrated that no single technology is adaptable to all applications, and that engineers and designers must thoroughly evaluate multiple scenarios to decide where and how to implement a heat pump into their processes. Overall, the refrigerant ammonia NH3 is the most efficient for applications in dairy processing due to its high efficiency and low swept volume, resulting in smaller equipment and component. For a large pressure difference, an ammonia system should be 2-stage (in cascade or booster), while refrigeration like propane and isobutane can be used in a single stage for this application.
On application needed below 100C, the heat pump technology is mature and easily implemented with existing solution. For applications above 100C, the technology is becoming more mature through bench testing and should be available to implement up to 130C in the near future. CO2 was not considered for the dairy application as the return temperature does not meet the specific requirements of the thermodynamic properties of this refrigerant.
The paper should help engineers and designers make clearer decisions on the necessary steps needed to design and implement industrial heat pumps into their processes.
References
Arpagaus, C. (2024, 15 03). High Temperature Heat Pumps Update. Retrieved from https://www.a2ep.org.au/post/6-mar-2024-high-temperature-heat-pumps-updatewebinar
Arpagaus, C., Bless, F., Uhlmann, M., & Schiffmann, J. (2018). High temperature heat pumps: Market overview, state of the art,. Energy.
Danfoss Bock. (2024, January 18). Retrieved from Danfoss Bock seme-hermetic compressors for stationary applications: https://vap.bock.de/stationaryapplication/ Pages/Index.aspx
EU-Council. (2023, August 01). European Green Deal. Retrieved from https://www. consilium.europa.eu/en/: https://www.consilium.europa.eu/en/policies/green-deal/
Gulpener Bierbrouwerij. (2024, 02 21). Retrieved from https://www.gulpener.nl/hebje-even/: https://www.gulpener.nl/heb-je-even/
Hoffmann, K. (2023). Economic benefit of 100K temperature lift with natural refrigerant. 10th IIR Conference: Ammonia and CO2 Refrigeration Technologies, Ohrid (pp. 72-79). Ohrid: International Institute of Refrigeration.
Johnson Controls White Paper. (2023). Heat pump or boiler: what’s the business case? JCI.
Lund, T. (2023). Simulation tool for High temperature applications mapping. Danfoss.
Meyer-Kirschner, J., & Dorn, M. (2022). Towards energy transformation in chemical industry by largescale. 3rd High-Temperature Heat Pump Symposium 2022 (pp. 15-26). DTU.
Pachai, A., Hafner, A., & Arpagaus, C. (2023). High-temperature working fluids for heat pumps –. 10th Conference on Ammonia and CO2 (pp. 62-71). Ohrid: International Institut of Refrigeration.
Rangelov, I., & Lund, T. (2024). High Temperature Heat Pump mapping for Industrial applications. High Temperature Heat Pump Symposium. Copenhagen: DTI.
Servex. (2024, 02 21). Retrieved from https://www.servexkoelenvriestechniek.nl/: https://www.servexkoelenvriestechniek.nl/
Zühlsdorf, B. (2023, 11 07). SuPrHeat. Retrieved from https://www.suprheat.dk/