2024 Technical Paper #6
Implications of HAZWOPER Regulations on Ammonia Refrigeration Contractors
Author: Jeff Pace CSP, Director Safety & Health Industrial Refrigeration Pros
Abstract
This technical paper addresses potential business risks associated with the Hazardous Waste Operations and Emergency Response (HAZWOPER) standard for ammonia refrigeration contractors when used for repairing leaks in ammonia refrigeration systems. The definitions of an incidental leak and leaks requiring an emergency response within the HAZWOPER code are ambiguous, subjective, and narrowly defined. Furthermore, defining only two leak classifications is overly simplistic and ignores many early leak mitigation options. The HAZWOPER standard encompasses five distinct groups of employers and their employees, with the fifth group being directly relevant to ammonia refrigeration contractors—specifically, emergency response operations for releases of, or substantial threats of releases of, hazardous substances (1910.120(q)). When a customer reports an ammonia leak, it triggers a situation characterized as “a release of a hazardous substance,” necessitating a response from “outside the immediate release area,” a defined category encompassing every ammonia refrigeration contractor.
These conditions align with those classified as emergency response situations. The crucial determination lies in discerning whether the incident qualifies as an incidental release or if it necessitates an emergency response. Compliance with the provisions of 1910.120(q) has become a focal point of scrutiny and interpretation by the Occupational Safety and Health Administration, adding complexity to the regulatory landscape faced by ammonia refrigeration contractors in their service provision.
Background
Picture the following scenario: a valued customer reaches out to your company with a critical problem. Their ammonia refrigeration system, a key component of their operation, is malfunctioning. Production may grind to a halt, and the clock is ticking. The stakes are high because any prolonged downtime may result in substantial financial losses and product spoilage.
In your commitment to providing exceptional service, you dispatch an experienced service technician to the scene. They are tasked with one mission: to get the refrigeration system back on track and ensure your customer’s operations run smoothly once again. It is a familiar situation in the contracting business – a challenge to meet, a customer to satisfy, and a reputation to uphold.
However, as your service technician rushes to save the day, your company may inadvertently be stepping into a complex regulatory minefield, completely unaware of the implications. Depending on the circumstances, this service call may be classified as an emergency response under the Hazardous Waste Operations and Emergency Response (HAZWOPER) regulations.
In my role as Safety Director for an industrial ammonia refrigeration company with a nationwide presence, I discovered that only a few of our customers mandated HAZWOPER awareness training for our service technicians. Initially, I held the view that such a requirement was unwarranted, as our operations did not involve hazardous waste site cleanup or activities associated with hazardous waste treatment, storage, and disposal facilities.
Nonetheless, to meet customers’ requirements, I embarked on a comprehensive review of the HAZWOPER standard. Subsequently, I undertook a 24-hour Emergency Response Team Training and attained certification as a Hazardous Materials Technician, signifying that in the event of an ammonia leak emergency, I have the competence to execute an employer’s emergency response plan, operate within the Incident Command System, and undertake advanced control, containment, and confinement measures, employing the available facility resources and personal protective equipment (PPE). It is essential to note that terms such as “emergency response,” “Hazardous Materials Technician,” and “Incident Command System” are defined following specific criteria and requisites outlined within the HAZWOPER standards. In this dynamic landscape, multiple stakeholders play crucial roles. Federal and state regulatory bodies, such as the Occupational Safety and Health Administration (OSHA) and the Environmental Protection Agency (EPA), customers employing workers in product processing, manufacturing, and cold storage warehousing, contractors engaged in designing, constructing, installing, and servicing ammonia refrigeration systems, and industry associations, like RETA and IIAR, all contribute to shaping the regulatory environment.
What unifies these diverse stakeholders should be a collective dedication to ensuring safe and healthy working conditions for employees and the broader community. Acknowledging the interconnectedness of these interests fosters a collaborative approach to navigating the complexities of compliance, ultimately promoting a safer environment for all.
Purpose and Scope
This paper focuses on the HAZWOPER standards and their direct relevance to both ammonia refrigeration contractors and their customers during service calls. Assessing the impact of HAZWOPER regulations on ammonia refrigeration contractors is essential for recognizing potential business risks. Contractors are strongly encouraged to adopt a proactive stance, thoroughly understanding and integrating these regulations into their operational fabric. This requires the identification and implementation of procedures and controls that not only mitigate risks but also safeguard their companies and employees and address the specific needs of their customers.
Effective communication and potential education of customers regarding these regulations and their application to their facilities are integral components of this proactive approach.
This approach seeks to prevent an ammonia leak incident that leads to a service call that can later be classified and cited as a leak that required an emergency response.
The Difference in Responses Between an Incidental Leak and One Requiring an Emergency Response
An incidental ammonia leak is a small leak that can be absorbed, neutralized, or otherwise controlled at the time of release by employees in the immediate release area, or by maintenance personnel. Incidental leaks of hazardous substances that are limited in quantity and pose no emergency or significant threat to the safety and health of employees in the immediate area are not under the scope of the HAZWOPER standard.
However, an ammonia leak that is classified by OSHA as requiring an emergency response is completely different. An emergency response requires the customer to have and follow an emergency response plan (ERP). The ERP should cover the roles, lines of authority, training, and communication, which should be consistent with the National Incident Management System (NIMS). Furthermore, the Response Team Organization laid out in their ERP includes the Incident Commander, who has ultimate authority and responsibility during an emergency response operation. The Safety/Operations Officer, Primary Responders (minimum of two), Backup Responders, Decontamination Officer, Staging Officer, Equipment Personnel, Information Logger, Site Security, First Aid, Agency Liaison, and Press Liaison should all be included.
A quick overview of the actions outlined in the ERP is provided below.
Check the wind direction and determine safe places of refuge. Evacuate and account for all people (e.g., employees, contractors, and visitors).
Isolate and control the flow. Stop the flow as close to the leak as possible without risking exposure. Secure the plant and spill areas.
Determine the extent of the hazard, establish the Command Post and Decontamination Area, and set hot, warm, and cold zones.
Assign roles and review the pre-entry checklists. The Response Team pre-entry vitals should be taken and confirmed to be in acceptable ranges (i.e., temperature of less than 100.4 F, blood pressure below systolic of 160 and diastolic of 100, maximum allowable heart rate based on the chart, and acceptable body water loss).
Conduct the Entry Briefing. Then, execute the plan, followed by decontamination and cleanup.
The response operations are performed employing the “buddy system,” and Backup Responders are geared up and ready to go in case emergency assistance is required for the Primary Responders. The Safety Officer monitors conditions and alters, suspends, or terminates these activities if they see that conditions at the response area have changed or gas/vapor levels exceed ¼ of the LEL (for ammonia: 3.75% or 37,500 ppm).
The Primary Responders should wear Self-Contained Breathing Apparatuses (SCBAs) and “Level A” suits.
Overall, there is a significant difference between an incidental leak response and an emergency response. One can be easily and quickly handled by a maintenance employee, and the other requires a full team (all trained by role in compliance with HAZWOPER requirements) operating in a NIMS.
Brief History and Overview of HAZWOPER (Hazardous Waste Operations and Emergency Response) Regulations
The annals of industrial history are marked by numerous unforeseen releases of highly hazardous chemicals, with incidents spanning various sectors, including ammonia refrigeration, which continue to unfold. Often considered a watershed moment, the catastrophic chemical release in Bhopal, India in 1984 was deemed the “world’s worst industrial disaster,” spurring the enactment of the Clean Air Act Amendments. These amendments gave rise to Process Safety Management (PSM) regulations, designed to mitigate the risk of accidental chemical release to employees.
The newly instituted PSM regulations apply to companies using chemicals listed on the “List of Highly Hazardous Chemicals, Toxics, and Reactives” at or above specified threshold quantities. Notably, anhydrous ammonia’s federal threshold quantity (TQ) is 10,000 pounds, with states setting local variations (1910.119 App A – List of Highly Hazardous Chemicals, Toxics, and Reactives).
In the mid-1980s, Congress enacted the Superfund Amendment and Reauthorization Act (SARA Title III), also known as the Emergency Planning and Community RightTo-Know Act (EPCRA). This legislation aimed to empower communities by providing information about hazardous chemicals in industrial facilities. It delineated the roles of the Local Emergency Planning Commission, State Emergency Response Commission, OSHA, and the EPA in addressing hazardous chemical releases.
Derived from OSHA regulation CFR 1910.120, which was finalized on March 6, 1990, HAZWOPER is a comprehensive standard that defines procedures to safeguard workers handling hazardous substances. The standard comprises five application topics, and the fifth is directly applicable to ammonia refrigeration contractors, namely the emergency response operations for the release or substantial threats of the release of hazardous substances (1910.120(q)).
Under SARA Title III/EPCRA, Section 302, HAZWOPER standards are invoked if a customer’s facility exceeds the Threshold Planning Quantity (TPQ) for ammonia, federally set at 500 pounds, and the release is not considered incidental. OSHA’s ongoing National Emphasis Program for chemical facilities, initiated in 2017, ensures compliance with the PSM standard.
Understanding HAZWOPER Regulations
Key Component of HAZWOPER for Ammonia Refrigeration Contractors – Incidental Release Versus a Release Requiring an Emergency Response
When faced with a customer reporting an ammonia leak, the uncertainty surrounding whether it qualifies as an incidental release or necessitates an emergency response becomes a critical consideration. As detailed in OSHA Instruction Directive Number CPL 02-02-073 Appendix A, under the planning provisions of 1910.120(q), releases of hazardous substances in the workplace are systematically classified into three groups: clearly incidental regardless of the circumstances, may be incidental depending on the circumstances, and emergency response regardless of the circumstances.
1. Releases that are clearly incidental regardless of the circumstances.
The scope of the HAZWOPER standard does not cover the foreseeable release of a hazardous substance that is limited in quantity and poses no emergency or significant threat to the safety and health of employees in the immediate vicinity. This type of release is referred to as an “incidental release” in 29 CFR 1910.120(a)(3), under the definition of “emergency response.”
An incidental release is a release of a hazardous substance that does not pose a significant safety or health hazard to employees in the immediate vicinity or to the employees cleaning it up, nor does it have the potential to become an emergency within a short time frame. Incidental releases are limited in quantity, exposure potential, or toxicity and present minor safety or health hazards to employees in the immediate work area or those assigned to clean them up.
If the hazardous substances that are in the work area are always stored in small quantities, such as in a laboratory that handles amounts in pint sizes or less, and the hazardous substances do not pose a significant safety and health threat at that volume, then the risks of having a release that escalates into an emergency are minimal. In this setting, only incidental releases are expected, and employees are trained to protect themselves in handling incidental releases as per the training requirements of the Hazard Communication Standard (HCS), 29 CFR 1910.1200.
OSHA Instruction Directive Number: CPL 02-02-073 Appendix A
2. Releases that may be incidental or may require an emergency response depending on the circumstances.
The properties of hazardous substances, such as toxicity, volatility, flammability, explosiveness, and corrosiveness, as well as the circumstances of the release itself, such as quantity, confined space considerations, and ventilation, have an impact on what employees can handle safely and what procedures should be followed. Additionally, other factors may mitigate the hazards associated with a release and its remediation, such as the training or experience of the employees in the immediate work area, the response and available PPE, and the pre-established standard operating procedures for responding to releases of hazardous substances. Some engineering control measures are necessary to mitigate the release, which employees can activate to assist them in controlling and stopping the release.
These combined considerations (properties of the hazardous substance, the circumstances of the release, and the mitigating factors in the work area) define the distinction between incidental releases and releases that require an emergency response. The distinction is site-specific, and its impact is a function of the ERP.
For example, a spill of the solvent toluene in a facility that manufactures toluene may not require an emergency response because of the advanced knowledge of the personnel in the immediate vicinity and the equipment available to absorb and clean up the spill. However, the same spill inside a furniture refinishing shop with personnel who have only had basic training on toluene may require an emergency response by more highly trained personnel. In this case, the furniture refinishing shop’s ERP may call for evacuation for all but the most minor spills, whereas an evacuation and emergency response may only be necessary for much larger spills at the chemical manufacturing facility.
(OSHA Instruction Directive Number: CPL 02-02-073)
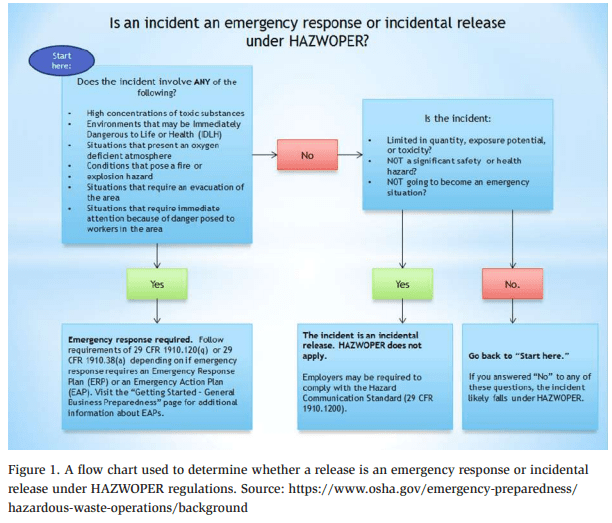
Figure 1 introduces a flow chart that can be used to categorize a release as incidental or requiring an emergency response.
3. Releases that require an emergency response regardless of the circumstances.
There are releases of hazardous substances that pose a sufficient threat to health and safety, and by their very nature, require an emergency response regardless of the circumstances or the mitigating factors. An employer must determine the potential for an emergency in a reasonably predictable worst-case scenario, referred to as “anticipated emergencies” in 29 CFR 1910.120(q)(1)), and plan response procedures accordingly
If a spill of a hazardous substance occurs and an employer instructs all their employees to evacuate the danger area, then the employer may not be required to train those employees under 1910.120. However, training is needed to determine whether a spill is incidental or requires an emergency response. Additionally, any employees who are expected to become actively involved in an emergency response due to the release of a hazardous substance are covered by 1910.120 and must be trained accordingly. (Note: OSHA has limited authority for over-the-road vehicle operation. In the instance of spills occurring while the material is on the vehicle or otherwise “in transportation,” OSHA’s HAZWOPER standard may not cover the operator in all circumstances. If the operator of the vehicle in transportation becomes actively involved in an emergency response, then they become an emergency responder and are covered by 1910.120(q), as are all emergency response personnel who respond to the incident.)
Generally, the release of anhydrous ammonia, for example, from a refrigeration unit would necessitate an emergency response under HAZWOPER. Employers must determine whether there is a potential for the release of ammonia in their facility that could result in an emergency situation. Anhydrous ammonia can produce severe health effects depending on the degree of exposure. The bottom line is that if the leak involves anything other than that defined as an “incidental leak,” then the leak which requires an emergency response, as the law is currently written.
(OSHA Instruction Directive Number: CPL 02-02-073 Appendix A)
“OSHA recently stated, activities such as turning valves, tightening leaking gaskets, etc. have the potential to result in catastrophic releases depending on the condition of the equipment. OSHA believes it is possible, and indeed any given release of ammonia could necessitate an emergency response. Extremely small vapor releases where the exposure in the breathing zone of the employee is less than 50 ppm and there is no risk of a catastrophic release, may be incidental.”
(PSM and Operators Perspective by Jeremy Williams p. 45)
The potential risks for ammonia refrigeration contractors can be summarized as follows. First, releases that may be incidental or may require an emergency response depending on the circumstances are defined for “employees in the immediate work area.” Any response to a customer’s ammonia leak beyond what is considered “clearly incidental” opens the contactor to potentially serious citations. Reiterating the bottom line: if the leak is anything other than the defined “incidental leak,” it requires an emergency response, as the law is currently written.
What is an Emergency Response?
According to 1910.120(a)(3), an emergency response is an organized response to an incident that is or may pose an emergency. Considering that every industry experiences different types of emergencies, OSHA does not attempt to create a formula in which all emergencies apply. Appendix A of this instruction provides further guidance.
(OSHA Instruction Directive Number: CPL 02-02-073)
An emergency response includes, but is not limited to, the following situations:
- The response comes from outside the immediate release area.
- The release requires the evacuation of employees in the area.
- The release poses or has the potential to pose an immediate danger to life or health (IDLH).
- The release poses a serious threat of fire or explosion (exceeds or has the potential to exceed the lower explosive limit or lower flammable limit).
- The release requires immediate attention because of imminent danger.
- The release may cause high levels of exposure to toxic substances.
- There is uncertainty about whether the employees in the work area can handle the severity of the hazard with the available equipment, and the exposure limit may easily be exceeded.
- The situation is unclear, or data are lacking on important factors.
(OSHA Instruction Directive Number: CPL 02-02-073 Appendix A)
The Customer’s Role in Recognizing an Event Requiring an Emergency Response
1. Responsibilities
A company (owner) that uses anhydrous ammonia in its process has many responsibilities in the case of an ammonia leak. The company is either under the federal PSM/RMP programs or under State TQ regulations and is covered under the General Duty Clause, which outlines written programs to provide for employee safety. Furthermore, they rely on the general industry to establish Recognized and Generally Accepted Good Engineering Practices, which are produced in the refrigeration industry in publications such as IIAR, ASME, ASHRAE, IBC, NEC, and NFPA, establishing minimum safety criteria. Regardless of whether the customer is under PSM/RMP standards or the General Duty Clause, if the customer has ammonia above the TPQ of 500 pounds and experiences a leak requiring an emergency response, they are under the HAZWOPER standards.
Additionally, SARA Title/EPCRA, Section 304 establishes spill-reporting requirements. If there is a leak or release exceeding the minimum reportable quantity, it must immediately be reported to the National Response Center, Chemical Safety Board, state, and local emergency coordinators, as well as those entities required by the company policies. The federal reportable quantity is 100 pounds released within 24 hours.
These are only part of a customer’s role; however, within the scope of this paper, we focus on the customer (whose ammonia inventories are above TPQ) options during a release of ammonia.
Customers exceeding the TPQ must opt for either an emergency action plan (EAP) or an ERP. OSHA emphasizes the critical nature of planning for emergencies through the development of these plans, as outlined in 29 CFR 1910.38.
“The most important aspect of HAZWOPER paragraph (q) is planning for emergencies through the development of an emergency response plan (ERP) or an emergency action plan (EAP) under 29 CFR 1910.38.”
(OSHA Instruction Directive Number: CPL 02-02-073 A. Scope and Application – 1910.120(a)(1) and (a)(2))
Emergency Action Plan (EAP) – In short, this can be thought of in terms of “if there is a release, we do not do HAZMAT response. Rather, we simply evacuate and get everyone out of harm’s way.” Of course, there must be a means to handle small or incidental releases. There also must be a plan that addresses what is considered an incidental spill, including the determination of who is trained and authorized to respond to that spill, as well as what type of leak would require an emergency response.
Emergency Response Plan (ERP) – Evacuate all non-HAZMAT personnel. Then respond to the spill to stop or control the release. This option is for customers who have chosen to invest in the necessary planning, equipment, and training to have an on-site team familiar with the necessary site precautions and key shut-off valves on the refrigeration system.
(1910.120 (q)(2)(iii) Emergency Recognition and Prevention)
According to the Inspection Guidelines, the ERP must define the types of releases that may require an emergency response and should define what types of releases would not be an emergency, or in other words, what may be handled as an incidental release.
The ERP should include an inventory of the hazardous substances found on-site, how they are stored, and the consequences of an uncontrolled release. Scenarios or circumstances that trigger activation of the ERP should be described for the various hazardous substances stored on-site that have the potential to cause an emergency. Reasonably predictable worst-case scenarios must be identified in the planning phase.
(OSHA Instruction Directive Number: CPL 02-02-073 Inspection Guidelines)
In An Introduction to Ammonia Refrigeration, Jeremy Williams offers an example of a well-developed facility leak procedure.
………………………………………………………………………………………………………………
Each facility must consider all possible situations and specifically address who and how they will address leaks of ammonia:
- Leaks in the machinery room
- Leaks on the roof
- Leaks in production rooms
- How to detect releases
- How to do odor investigations
- How to report leaks
Leak in Areas Outside of the Machinery Room – Example
- Inform another qualified employee of the PSM team of a potential leak in the production room and have them notify the assigned production management staff person.
- Put on an ammonia leak backpack and respirator.
- Wear a functioning ammonia sensor at the neckline.
- As soon as ammonia has been detected, radio to the PSM team for support and evacuate employees from the room.
- If the room has ventilation, turn it on manually.
- Initiate the room has e-stops for the evaporators.
- Investigate the source of the leak, minimizing exposure to less than 50 ppm.
- If you see a leak (dripping or light fog) radio to the machinery room to drop all suction pressure set-points to 1 inHg and set compressors to AUTO mode. Initiate liquid feed e-stop outside of the production room.
- Leaks that cannot be isolated or controlled at concentrations less than 50 ppm require an emergency response.
Leak in the Machinery Room – Example
- Inform another qualified employee of the PSM team of a leak in the machinery room and have them notify the PSM manager and refrigeration manager.
- Turn on the ventilation system manually.
- If a leak is blowing and the room is completely foggy, stop immediately, evacuate the facility, and hit the e-stop outside the machinery room doors.
- Do not proceed until another qualified PSM team member is always in visual contact with you.
- Put on an ammonia leak backpack and respirator and wear a functioning ammonia sensor on the neckline.
- If the exposure is not greater than 300 ppm, search for and address the leak. Use ventilation and water mist to minimize exposure, when applicable.
- If you can see the leak (dripping or light fog) change all suction set-points on the compressors to 1 inHg and set compressors to AUTO mode.
- If the leak is on the high side/discharge 9uninsulated pipe or vessel), determine if proper valving can be changed to the low side.
- Begin isolating piping that is connected to the source of the leak that is not located at the leak and work your way closer to the source without reaching an exposure greater than 300 ppm
………………………………………………………………………………………………………………
The potential risks for ammonia refrigeration contractors can be summarized using the following example. The customer calls with an ammonia leak and is not sure whether it is incidental or not. They smell ammonia or see a small vapor leak, but they have not defined “… the types of releases that may require an emergency response and should define what types of releases would not be an emergency, or in other words, what may be handled as an incidental release.”
For example, if the customer has an evaporator with a leak in a production room, then their low ammonia alarm goes off at 25 ppm and they would immediately evacuate their production employees and call an ammonia refrigeration contractor to dispatch a service technician, as per their EAP. This is a situation that occurs more frequently among smaller companies that have operators who do rounds and monitor their refrigeration systems parameters but cannot troubleshoot or make repairs.
Notably, the response came from outside the immediate release area, the release required evacuation of employees in that area, the release may cause high levels of exposure to toxic substances (ammonia), but the situation is unclear, or data are lacking on important factors. Thus, four of the eight listed conditions are met for an emergency response, in this basic scenario.
Recall that OSHA’s definition of incidental release is based on the perspective of “employees in the immediate work area.”
The greatest risks to ammonia refrigeration contractors involve EAP customers who are not under PSM/RMP because they are under the TQ ammonia levels or customers who are under PSM/RMP but have not implemented a process safety program. These same customers generally do not have service techs. Most have people who do rounds, inspecting the ammonia refrigeration system and recording the data their company requires, as well as operators who maintain the system conditions at normal operating levels using the various control systems. Without a robust process safety program in place, in addition to the required training and definitions of what they see as incidental, they may not understand the potential hazards. Therefore, they must call the ammonia refrigeration contractors, the experts on their system, to repair their systems.
Although ammonia refrigeration contractors provide maintenance and service support for customers, they are not emergency responders wearing Type A suits, using SCBAs, and arriving with a full Incident Command System, equipment, and all other requirements for employees who aggressively respond to a release (i.e., approaching the point of release to plug, patch, or otherwise stop the release). To respond in that manner, the service techs must be trained to the HAZMAT technician level and be part of an Incident Command System with designated roles.
Conclusion
There is a disparity between the existing number of operators and the escalating demand for adept professionals well-versed in ammonia refrigeration systems. Operating with leaner teams, some plants struggle with labor shortages, either owing to recruitment challenges or reliance on advanced electronic control systems and automatic ventilation, fostering an overconfidence that all bases are adequately covered. However, upper management of some facilities may lack a comprehensive understanding of ammonia refrigeration, including the multifaceted responsibilities associated with system ownership.
As ammonia refrigeration contractors, we bridge this gap, often understanding our clients’ systems, surpassing the knowledge of the system owners themselves. Our proficiency enables us to efficiently diagnose and rectify issues. Furthermore, a critical issue arises with the prevailing HAZWOPER standards. The stringent language delineating the scope of actions permissible for a “contractor responding from outside” impedes our ability to proactively address leaks and contain them within the infrastructure. Our workforce is trained, possesses an understanding of the ammonia refrigeration systems, and is equipped with the requisite PPE, including respirators capable of meeting IDLH conditions. Nevertheless, OSHA deems anhydrous ammonia releases from refrigeration units as necessitating an emergency response under HAZWOPER, putting constraints on the entities poised to offer invaluable assistance in mitigating early-stage leaks, beyond the current “incidental leak” classification. Timely intervention in these instances not only augments the safety of personnel and the public but also translates into substantial economic savings for our customers.
In anticipation of potential revisions to the HAZWOPER code, and to provide a more nuanced delineation of response scenarios, contractors and their clients must assimilate the existing regulations in their unaltered state. Ammonia refrigeration contractors, and by extension their customers, must aim to understand these laws as they are written.
The key requirements for ammonia refrigeration contractors (and our customers) in the current regulatory environment can be outlined as follows:
- Understand the current standards.
- Understand each of the customers and their current EAPs or ERPs. Do they have a facility-specific leak procedure addressing “who” and “how” they will address ammonia leaks? What types of releases can be considered incidental, and which would require an emergency response? Does the customer have a plan to address these leaks?
- Develop a written plan that defines and outlines the leak monitoring, evaluation, and documentation process (both prior to and while responding to leaks) and identify what types of releases would not be an emergency (i.e., incidental release) and what conditions may arise if employees back off.
- Develop training methods and procedures to help employees understand and follow this program.
References
Williams, Jeremy. 2022. “Introduction to Ammonia Refrigeration-Next Steps.” Incidental Release vs. Emergency Response, (1):44-45.
Acknowledgments
Special thanks to Jim Leach (Industrial Consultants LLC) for his time discussing implications of HAZWOPER for ammonia refrigeration contractors, Victor Dearman (CIRO, CRST Corporate Environmental, Refrigeration, & PSM Manager) for his thoughts concerning ERP and EAP from the customer side, and Jeremy Williams (RAI, President of Ammonia Refrigeration Training Solutions) for his teachings and thoughtful discussions.